
Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
KIỂM TRA KHÔNG PHÁ HUỶ – PHÂN LOẠI VÀ ĐÁNH GIÁ KHUYẾT TẬT MỐI HÀN BẰNG PHƯƠNG PHÁP PHIM RƠNGHEN
Non- destructive – Classification and evaluation of seam defects by mean of radiogrammes
Tiêu chuẩn này áp dụng cho các mối hàn thép và các mối hàn kim loại nhẹ, không áp dụng cho các mối hàn có bề mặt tròn và đối với các mối hàn mỏng dưới 3mm.
Các khuyết tật của mối hàn biểu hiện trên phim rơnghen bằng các vết đen, riêng xi vonfram biểu hiện bằng các vết trắng.
Các vết đen không phim là cơ sở để phân biệt độ lớn, hình dạng và vị trí của khuyết tật.
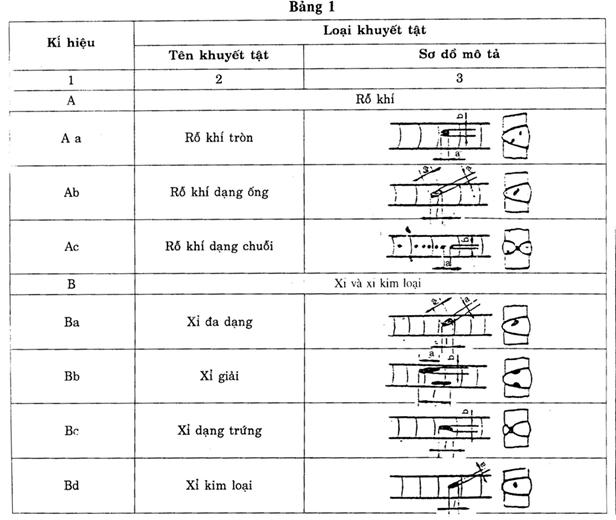
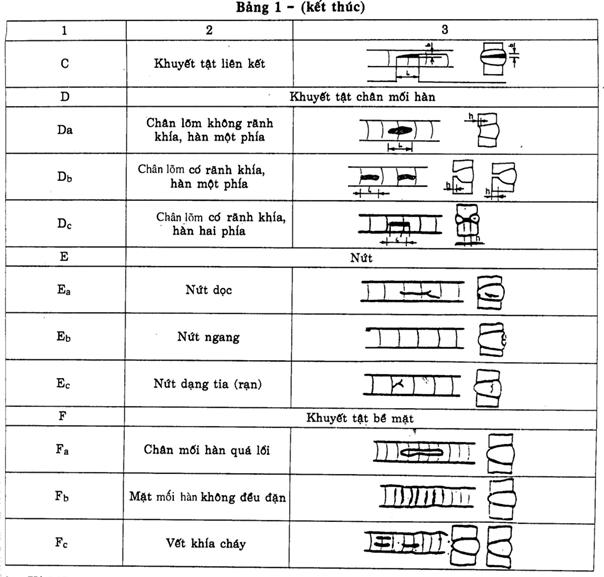
Các loại khuyết tật của mối hàn được phân loại và kí hiệu trong bảng 1. Phân loại và kí hiệu khuyết tật của mối hàn.
a) Chiều dài lớn nhất của khuyết tật;
b) Chiều rộng lớn nhất của khuyết tật;
c) Khoảng cách giữa hai khuyết tật cùng loại;
h) Chiều sâu của khuyết tật;
l) Chiều dài của khuyết tật;
s) Chiều dày của chi tiết (chiều dày tôn);
x) Độ lớn khuyết tật.
3.1. Độ lớn khuyết tật X
Xác định độ lớn khuyết tật để chọn cấp độ lớn khuyết tật. Thông thường độ lớn khuyết tật X là chiều rộng khuyết tật b đo được trên phim. Riêng đối với các khuyết tật chân mối hàn thì độ lớn khuyết tật X đúng bằng chiều sâu của khuyết tật. Đánh giá chiều sâu h bằng độ đen của khuyết tật biểu hiện trên phim, hoặc bằng các mẫu chuẩn chuyên dùng. Khi chiều sâu h lớn hơn độ lớn X khi đánh giá chất lượng mối hàn tăng cấp độ lớn khuyết tật lên một cấp.
3.2. Cấp/độ lớn khuyết tật
Từ tỉ lệ phần trăm giữa độ lớn khuyết tật với chiều dày của tôn xác định được cấp độ lớn khuyết tật. Phân thành 4 cấp độ lớn, tức cấp 1 đến cấp 4.
Chiều dày tôn 3 < S d 10mm : Xác định cấp độ lớn theo hình 2;
Chiều dày tôn S > 10mm : Xác định cấp độ lớn theo hình 1 hoặc bảng 2; Đối với các mối hàn có chiều dày tôn khác nhau thì S là chiều dày của tấm tôn mỏng nhất.
3.3. Những quy định cụ thể
3.3.1. Nếu có nhiều rỗ khí tròn có độ lớn khác nhau thì độ lớn trung bình của chúng là độ lớn khuyết tật.
3.3.2. Là rỗ khí dạng ống nếu do trên phim rỗ khí đó có a > 3b hoặc dựa vào độ đen để xác định.
3.3.3. Là rỗ khí dạng chuỗi nếu có bốn rỗ khí trở lên cùng nằm trên một đoạn thẳng ở vùng chân mối hàn và khoảng cách giữa chúng C d 2X.
3.3.4. Xỉ có a > 3b là xỉ giải.
3.3.5. Đối với nhiều xỉ giải hoặc các xỉ giải chạy song song cũng như đối với khuyết tật liên kết thì chiều rộng lớn nhất của khuyết tật được lấy làm độ lớn khuyết tật.
3.3.6. Từ độ đen của một khuyết tật nếu chiều sâu khuyết tật nhỏ hơn chiều dài và chiều rộng khuyết tật thì giảm cấp độ lớn khuyết tật đi một cấp.
Ngược lại, khi chiều sâu khuyết tật lớn hơn chiều dài khuyết tật thì tăng cấp độ lớn khuyết tật lên một cấp.
3.3.7. Xỉ dạng trứng có a < 3b coi là khuyết tật chân mối hàn Dc.
3.3.8. Xác định các khuyết tật bề mặt bằng kiểm tra quan sát. Những khuyết tật bề mặt được phép tồn tại hay phải xử lí trước khi kiểm tra rơnghen được quy định trong các văn bản kĩ thuật của cơ sở chế tạo. Vì vậy trong biên bản kiểm tra chỉ đánh dấu các khuyết tật này (nếu có trong mối hàn) bằng một gạch chéo.
Fa : Chân mối hàn bị võng, tức là chân lồi quá sâu.
Fb : Mặt mối han phía vùng không đều, sóng hàn quá thô, m
Để xem đầy đủ nội dung và sử dụng toàn bộ tiện ích của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Nếu bạn đã là thành viên, hãy bấm:
- 1Tiêu chuẩn Việt Nam TCVN 165:1988 về kiểm tra không phá hủy - kiểm tra chất lượng mối hàn ống thép bằng phương pháp siêu âm
- 2Tiêu chuẩn Việt Nam TCVN 4395:1986 về kiểm tra không phá hủy - kiểm tra mối hàn kim loại bằng tia rơnghen và gamma
- 3Tiêu chuẩn Việt Nam TCVN 4617:1988 về Kiểm tra không phá hủy - Phương pháp thẩm thấu do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
- 4Tiêu chuẩn Việt Nam TCVN 5584:1991 (ST SEV 5275-85)
- 5Tiêu chuẩn Việt Nam TCVN 5873:1995 (ISO 2400-1976) về mối hàn thép - Mẫu chuẩn để chuẩn thiết bị dùng cho kiểm tra siêu âm do Bộ Khoa học Công nghệ và Môi trường ban hành
- 6Tiêu chuẩn Việt Nam TCVN 1548:1987 về Kiểm tra không phá hủy mối hàn - Phương pháp siêu âm do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
- 7Tiêu chuẩn Việt Nam TCVN 6111:1996 (ISO 5579 : 1985) về Kiểm tra không phá hủy - Chụp ảnh bức xạ các vật liệu kim loại bằng tia X và tia gamma - Các quy tắc cơ bản do Bộ Khoa học Công nghệ và Môi trường ban hành
- 8Tiêu chuẩn Việt Nam TCVN 6107:1996 (ASTM : E 425 - 90) về Thử không phá hủy - Thử rò rỉ - Thuật ngữ do Bộ Khoa học Công nghệ và Môi trường ban hành
- 9Tiêu chuẩn quốc gia TCVN 5401:2010 (ISO 5173: 2009) về Thử phá hủy mối hàn vật liệu kim loại - Thử uốn
- 10Tiêu chuẩn quốc gia TCVN 5402:2010 (ISO 9016 : 2001) về Thử phá hủy mối hàn trên vật liệu kim loại - Thử va đập - Vị trí mẫu thử, hướng rãnh khía và kiểm tra
- 11Tiêu chuẩn quốc gia TCVN 5113:1990 về Kiểm tra không phá hủy - Cấp chất lượng mối hàn
- 1Tiêu chuẩn Việt Nam TCVN 165:1988 về kiểm tra không phá hủy - kiểm tra chất lượng mối hàn ống thép bằng phương pháp siêu âm
- 2Tiêu chuẩn Việt Nam TCVN 4395:1986 về kiểm tra không phá hủy - kiểm tra mối hàn kim loại bằng tia rơnghen và gamma
- 3Tiêu chuẩn Việt Nam TCVN 4617:1988 về Kiểm tra không phá hủy - Phương pháp thẩm thấu do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
- 4Tiêu chuẩn Việt Nam TCVN 5584:1991 (ST SEV 5275-85)
- 5Tiêu chuẩn Việt Nam TCVN 5873:1995 (ISO 2400-1976) về mối hàn thép - Mẫu chuẩn để chuẩn thiết bị dùng cho kiểm tra siêu âm do Bộ Khoa học Công nghệ và Môi trường ban hành
- 6Tiêu chuẩn Việt Nam TCVN 1548:1987 về Kiểm tra không phá hủy mối hàn - Phương pháp siêu âm do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
- 7Tiêu chuẩn Việt Nam TCVN 6111:1996 (ISO 5579 : 1985) về Kiểm tra không phá hủy - Chụp ảnh bức xạ các vật liệu kim loại bằng tia X và tia gamma - Các quy tắc cơ bản do Bộ Khoa học Công nghệ và Môi trường ban hành
- 8Tiêu chuẩn Việt Nam TCVN 6107:1996 (ASTM : E 425 - 90) về Thử không phá hủy - Thử rò rỉ - Thuật ngữ do Bộ Khoa học Công nghệ và Môi trường ban hành
- 9Tiêu chuẩn quốc gia TCVN 5401:2010 (ISO 5173: 2009) về Thử phá hủy mối hàn vật liệu kim loại - Thử uốn
- 10Tiêu chuẩn quốc gia TCVN 5402:2010 (ISO 9016 : 2001) về Thử phá hủy mối hàn trên vật liệu kim loại - Thử va đập - Vị trí mẫu thử, hướng rãnh khía và kiểm tra
- 11Tiêu chuẩn quốc gia TCVN 5113:1990 về Kiểm tra không phá hủy - Cấp chất lượng mối hàn
Tiêu chuẩn Việt Nam TCVN 4394:1986 về kiểm tra không phá hủy - phân loại và đánh giá khuyết tật mối hàn bằng phim rơnghen
- Số hiệu: TCVN4394:1986
- Loại văn bản: Tiêu chuẩn Việt Nam
- Ngày ban hành: 01/01/1986
- Nơi ban hành: ***
- Người ký: ***
- Ngày công báo: Đang cập nhật
- Số công báo: Đang cập nhật
- Ngày hiệu lực: 21/11/2025
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline: 0984.988.691 - Email: info@hethongphapluat.com