
Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
TIÊU CHUẨN NHÀ NƯỚC
TCVN 1855 - 76
RÈN - DẬP
THUẬT NGỮ
Tiêu chuẩn này dùng trong ngành rèn dập, gồm những phần sau:
1. Các khái niệm chung
2. Công nghệ rèn và dập
3. Dụng cụ rèn và khuôn dập
4. Thiết bị rèn dập và các bộ phận của chúng
I. KHÁI NIỆM CHUNG
Thuật ngữ | Thuật ngữ Anh | Định nghĩa của thuật ngữ | Thuật ngữ không nên dùng | Sơ đồ, hình vẽ |
1. Biến dạng | Deformation | Sự thay đổi hình dạng và kích thước của khối kim loại ngoại lực |
|
|
2. Biến dạng dẻo | Plastic deformation | Sự biến dạng mà hình dạng và kích thước của kim loại không trở lại hoàn toàn như lúc ban đầu khi đã bỏ ngoại lực |
|
|
3. Tính dẻo | Ductility | Khả năng chịu biến dạng dẻo của kim loại |
|
|
4. Gia công kim loại bằng áp lực (gọi tắt gia công áp lực) | Shaping metal Mechanical working | Tập hợp các phương pháp gia công khác nhau, dùng áp lực do các nguồn năng lượng khác nhau gây ra để tạo ra vật thể có hình dạng, kích thước và tổ chức kim loại yêu cầu. |
|
|
5. Rèn (rèn tự do) | Smith forging Hammer forging | Dạng gia công áp lực bằng máy hoặc bằng tay (thường ở trạng thái nóng), nhờ tác dụng nhiều lần của dụng cụ để tạo ra vật rèn. |
|
|
6. Rèn khuôn |
| Phương pháp rèn tiến hành trên máy búa rèn và có sử dụng các khuôn đơn giản không gắn vào máy. |
|
|
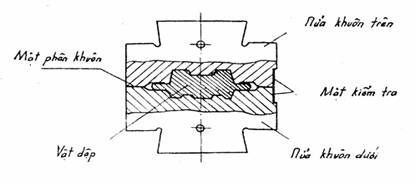
7. Dập | Stamping, forming Die forging | Dạng gia công kim loại bằng áp lực tiến hành trong khuôn dập ngắn trên máy, để tạo ra vật dập có hình dạng, kích thước sát đúng với sản phẩm và tổ chức kim loại yêu cầu. |
| Xem hình sau |
| ||||
8. Dập khối | Volumetric stamping | Quá trình dập một phôi làm thay đổi kích thước cả ba chiều | Rèn khuôn |
|
9. Dập tấm |
| Quá trình dập các phôi kim loại có dạng tấm, băng, dải (thường để chiều dày thay đổi rất ít). Chú thích: Dập phôi định hình mà diện tích mặt cắt ngang thay đổi rất ít cũng được coi như dập tấm |
| |
Để xem đầy đủ nội dung và sử dụng toàn bộ tiện ích của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Nếu bạn đã là thành viên, hãy bấm:
- 1Quyết Định 438-KHKT/QĐ năm 1976 Ban hành 17 tiêu chuẩn Nhà nước về thép cán mỏng; thuật ngữ rèn đập; vật liệu dệt; gà sống; trứng gà tươi và tinh dịch lợn của Uỷ Ban Khoa Học và Kỷ Thuật Nhà Nước
- 2Quyết định 2847/QĐ-BKHCN năm 2008 công bố tiêu chuẩn quốc gia do Bộ trưởng Bộ Khoa học và Công nghệ ban hành
- 3Tiêu chuẩn Việt Nam TCVN 2296:1989 về thiết bị rèn ép - yêu cầu chung về an toàn do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
Tiêu chuẩn Việt Nam TCVN 1855:1976 về Rèn dập - Thuật ngữ do Ủy ban Khoa học và Kỹ thuật Nhà nước ban hành
- Số hiệu: TCVN1855:1976
- Loại văn bản: Tiêu chuẩn Việt Nam
- Ngày ban hành: 07/12/1976
- Nơi ban hành: Ủy ban Khoa học và Kỹ thuật Nhà nước
- Người ký: ***
- Ngày công báo: Đang cập nhật
- Số công báo:
- Ngày hiệu lực: 09/01/2026
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline: 0984.988.691 - Email: info@hethongphapluat.com