
Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
TIÊU CHUẨN QUỐC GIA
TCVN 8281 : 2009
ISO 15601 : 2000
BÚA - ĐẶC TÍNH KỸ THUẬT CỦA ĐẦU BÚA THÉP - QUI TRÌNH THỬ
Hammer - Technical specifications concerning steel hammer heads - Test procedures
Lời nói đầu
TCVN 8281:2009 hoàn toàn tương đương với ISO 15601:2000.
TCVN 8281:2009 Ban kỹ thuật Tiêu chuẩn quốc gia TCVN/TC 29 Dụng cụ cầm tay biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
BÚA - ĐẶC TÍNH KỸ THUẬT CỦA ĐẦU BÚA THÉP - QUI TRÌNH THỬ
Hammer - Technical specifications concerning steel hammer heads - Test procedures
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các đặc tính chất lượng của búa tay để đánh giá sự phù hợp với đầu búa và các bộ phận lắp ráp có liên quan.
Tiêu chuẩn xác định các đặc tính và phương pháp xác nhận đối với đầu búa và các bộ phận lắp ráp có liên quan.
Tiêu chuẩn này áp dụng cho các búa được sử dụng ở điều kiện làm việc bình thường, nghĩa là chỉ sử dụng để đập các vật có độ cứng lớn nhất là 46 HRC.
CHÚ THÍCH: Khi các vật đập có độ cứng lớn hơn có thể gây ra tróc vỡ, cần phải chọn các búa có tính chất khác với các quy định trong tiêu chuẩn này.
Tiêu chuẩn này không áp dụng với các đầu búa thép có khối lượng đầu nhỏ hơn 100 g.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 257-1 : 2007 (ISO 6508-1 : 2005), Vật liệu kim loại - Thử độ cứng Rockwell - Phần 1: Phương pháp thử (thang A, B, C, D, F, G, H, K, N, T).
TCVN 8048-1:2009 (ISO 3130:1975), Gỗ - Xác định hàm lượng ẩm cho thử lý tính cơ tính.
3. Đặc tính đầu búa và phương pháp thử
3.1. Đặc tính độ cứng và xử lý nhiệt
Sau khi rèn, các bề mặt đập phải xử lý thoát cácbon.
Các đầu búa phải:
- Tôi cứng để đạt được cấu trúc mactenxit;
- Được ram sao cho bề mặt đập và đầu mũi búa, bao gồm móc nhổ đinh đạt độ cứng nằm trong khoảng (50 - 58) HRC.
Độ cứng của các điểm khác trên bề mặt đập phải như nhau với dung sai tổng của 5 HRC.
Phần giữa búa không được làm cứng và vùng gần lỗ búa, độ cứng không được lớn hơn 35 HRC. Vùng được làm cứng của bề mặt đập phải đạt chiều sâu ít nhất 3 mm; tại chiều sâu này, độ cứng không được nhỏ hơn 46 HRC và không lớn hơn độ cứng bề mặt (xem Hình 1).
Trong trường hợp búa đầu tròn (xem Hình 2) chiều sâu 3 mm của phần cứng tại các đầu mút chỉ áp dụng tại tâm theo đường tâm và hướng côn của đường kính tròn, để tránh vùng được làm cứng mở rộng đến vùng đỡ búa.
3.2. Phát hiện vết nứt
Toàn bộ đầu búa không được có vết nứt.
Để kiểm tra, phải sử dụng kỹ thuật dò khuyết tật hạt từ tính trong đó tác động dòng điện xoay chiều ít nhất là 15 mA/mm2 đối với đầu búa (xem Hình 3).
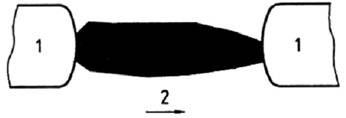
CHÚ DẪN:
1 Gối tựa tiếp xúc
2 Dòng điện
Hình 3 - Phương pháp dò vết nứt
Các vết nứt được phát hiện với phương pháp phù hợp.
Có thể sử dụng các phương pháp thử không phá hủy tương đương khác.
3.3. Vát cạnh
Để xem đầy đủ nội dung và sử dụng toàn bộ tiện ích của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Nếu bạn đã là thành viên, hãy bấm:
- 1Tiêu chuẩn Việt Nam TCVN 3626:1981 về máy nghiền thức ăn gia súc - búa
- 2Tiêu chuẩn quốc gia TCVN 7996-2-6:2011 (IEC 60745-2-6: 2008) Dụng cụ điện cầm tay truyền động bằng động cơ - An toàn - Phần 2-6: Yêu cầu cụ thể đối với búa máy
- 3Tiêu chuẩn quốc gia TCVN7699-2-75:2011 (IEC 60068-2-75:1997) về Thử nghiệm môi trường - Phần 2-75: Các thử nghiệm - Thử nghiệm Eh: Thử nghiệm búa
- 4Tiêu chuẩn quốc gia TCVN 1470:1985 về Mũi nung
- 5Tiêu chuẩn quốc gia TCVN 2848:1979 về Máy búa dập hơi khí nén - Thông số và kích thước cơ bản
- 1Tiêu chuẩn Việt Nam TCVN 3626:1981 về máy nghiền thức ăn gia súc - búa
- 2Tiêu chuẩn quốc gia TCVN 257-1:2007 (ISO 6508-1 : 2005) về Vật liệu kim loại - Thử độ cứng Rockwell - Phần 1: Phương pháp thử (thang A, B, C, D, E, F, G, H, K, N, T)
- 3Tiêu chuẩn quốc gia TCVN 7996-2-6:2011 (IEC 60745-2-6: 2008) Dụng cụ điện cầm tay truyền động bằng động cơ - An toàn - Phần 2-6: Yêu cầu cụ thể đối với búa máy
- 4Tiêu chuẩn quốc gia TCVN7699-2-75:2011 (IEC 60068-2-75:1997) về Thử nghiệm môi trường - Phần 2-75: Các thử nghiệm - Thử nghiệm Eh: Thử nghiệm búa
- 5Tiêu chuẩn quốc gia TCVN 1470:1985 về Mũi nung
- 6Tiêu chuẩn quốc gia TCVN 8048-1:2009 (ISO 3130 : 1975) về Gỗ - Phương pháp thử cơ lý - Phần 1: Xác định độ ẩm cho các phép thử cơ lý
- 7Tiêu chuẩn quốc gia TCVN 2848:1979 về Máy búa dập hơi khí nén - Thông số và kích thước cơ bản
Tiêu chuẩn quốc gia TCVN 8281:2009 (ISO 15601 : 2000) về Búa - Đặc tính kỹ thuật của đầu búa thép - Qui trình thử
- Số hiệu: TCVN8281:2009
- Loại văn bản: Tiêu chuẩn Việt Nam
- Ngày ban hành: 01/01/2009
- Nơi ban hành: ***
- Người ký: ***
- Ngày công báo: Đang cập nhật
- Số công báo: Đang cập nhật
- Ngày hiệu lực: 14/12/2025
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline: 0984.988.691 - Email: info@hethongphapluat.com