
Thông tin chung về văn bản:
- Tên tiêu chuẩn: Tiêu chuẩn Việt Nam TCVN 4370:1986 về Ổ lăn - Đũa trụ ngắn
- Số hiệu, Loại văn bản, Cơ quan ban hành, Ngày ban hành, Ngày áp dụng, Tình trạng hiệu lực: Chưa có thông tin xác định từ dữ liệu gốc.
1. Quy định về lấy mẫu và nghiệm thu sản phẩm (Điều 1 - Điều 3)
Tiêu chuẩn quy định cụ thể tỷ lệ lấy mẫu đối với từng chỉ tiêu kiểm tra kỹ thuật và phương án xử lý khi phát hiện sản phẩm không đạt yêu cầu:
- Tỷ lệ lấy mẫu kiểm tra:
- Đối với các nội dung thuộc điều 1.1 và điều 2.7: Lấy 1% số lượng của lô sản phẩm, nhưng tối thiểu không được ít hơn 15 chiếc.
- Đối với các nội dung thuộc điều 2.8 đến điều 2.10: Lấy 0,1% số lượng của lô sản phẩm, nhưng tối thiểu không được ít hơn 10 chiếc.
- Đối với các nội dung thuộc điều 2.2 và điều 2.3: Lấy 0,1% số lượng của lô sản phẩm, nhưng tối thiểu không được ít hơn 5 chiếc.
- Nguyên tắc nghiệm thu lại (Điều 3.3): Trường hợp phát hiện đũa không phù hợp với bất kỳ yêu cầu nào của tiêu chuẩn này (dù chỉ một yêu cầu), phải tiến hành kiểm tra lần thứ hai với số lượng mẫu gấp đôi được lấy chính từ lô sản phẩm đó. Kết quả của lần kiểm tra thứ hai này là kết quả cuối cùng để quyết định nghiệm thu.
2. Phương pháp kiểm tra kỹ thuật (Điều 4)
Tiêu chuẩn thiết lập các phương pháp đo lường và kiểm tra chi tiết cho từng thông số kỹ thuật của đũa trụ ngắn:
- Kiểm tra độ cứng (Điều 4.1):
- Tiến hành đo độ cứng theo tiêu chuẩn TCVN 257:1985.
- Vị trí đo: Thực hiện trên mặt mút hoặc mặt trụ của đũa.
- Xác định độ cứng thực tế khi đo trên mặt trụ (do ảnh hưởng của biến dạng cong bề mặt): Đối với đũa có đường kính đến 4,5 mm, độ cứng thực được xác định theo Bảng 5 (thang đo HRA); đối với đũa có đường kính từ 5 mm đến 15 mm, độ cứng thực được xác định theo Bảng 6 (thang đo HRC).
- Chú thích: Độ cứng thực là độ cứng đã tính đến ảnh hưởng biến dạng cong của bề mặt.
- Kiểm tra chất lượng nhiệt luyện (Điều 4.2):
- Đối với đũa có đường kính đến 4,5 mm: Kiểm tra thông qua độ cứng hoặc thông qua tổ chức tế vi.
- Đối với đũa có đường kính từ 5 mm trở lên: Bắt buộc kiểm tra thông qua độ cứng.
- Kiểm tra độ phân cạnh (Điều 4.3):
- Sử dụng dụng cụ đo độ tròn để kiểm tra tại mặt cắt trung bình của đũa.
- Phương pháp thay thế: Cho phép sử dụng khối lăng trụ có góc bằng 108 độ để đo. Khi đó, trị số độ phân cạnh thực tế bằng một nửa (1/2) trị số hiển thị trên dụng cụ đo.
- Kiểm tra độ đảo mặt mút (Điều 4.4):
- Đo khi quay đũa trong khối lăng trụ có góc bằng 90 độ với cữ chặn cố định đặt vuông góc với trục quay và áp sát mặt mút (nếu cữ chặn là mặt phẳng) hoặc tại tâm mặt mút theo đường trục của nó (nếu cữ chặn là hình cầu). Đầu đo của dụng cụ đo phải đặt vuông góc với mặt mút đối diện tại vị trí cách đường sinh của đũa một khoảng bằng 3r (với r là tọa độ mép vát).
- Trường hợp cữ chặn cố định và đầu đo đặt trên cùng một mặt mút, song song với trục quay của đũa tại các điểm đối diện cách đường sinh một khoảng 3r, trị số đo được sẽ bằng hai lần trị số độ đảo mặt mút thực tế.
- Kiểm tra đường kính và độ không đều đường kính (Điều 4.5): Thực hiện đo tại mặt cắt trung bình trong quá trình quay đũa.
- Kiểm tra chiều dài đũa (Điều 4.6):
- Thực hiện đo trên bàn phẳng. Đầu đo của dụng cụ đo phải vuông góc với bàn phẳng và mặt mút của đũa, đặt tại điểm cách đường sinh của đũa một khoảng từ 2,5r đến 3r.
- Đối với đũa không có lỗ công nghệ ở mặt mút, cho phép đặt đầu đo ngay tại tâm của mặt mút. Trị số 2,5r chỉ áp dụng cho đũa có đường kính nhỏ và mặt mút có khoét lỗ công nghệ.
- Kiểm tra độ côn (Điều 4.7): Tiến hành đo đường kính tại các mặt cắt biên của đũa.
- Kiểm tra độ phình (Điều 4.8): Tiến hành đo đường kính tại cả mặt cắt trung bình và các mặt cắt biên.
- Kiểm tra độ nhám bề mặt (Điều 4.9): Thực hiện đo bằng dụng cụ đo chuyên dụng.
3. Quy định về ghi nhãn, bao gói, vận chuyển và bảo quản (Điều 5)
- Bảo quản và chống gỉ (Điều 5.1): Đũa phải được phủ một lớp chất chống gỉ. Thời hạn bảo hành chất lượng bảo quản trong bao gói là 12 tháng kể từ ngày đóng gói, với điều kiện kho chứa phải thông gió và thoáng mát.
- Quy cách đóng gói (Điều 5.2 & 5.5):
- Đũa cùng lô, cùng nhóm phân loại được xếp vào hộp các tông hoặc hộp chất dẻo sau khi phủ chống gỉ, sau đó xếp vào hòm gỗ/hòm chuyên dụng có lót giấy chống ẩm.
- Cho phép đóng gói chung vào một hòm các hộp đũa có cùng kích thước danh nghĩa (đường kính, chiều dài) và cùng cấp chính xác nhưng khác nhóm phân loại.
- Đối với đũa có đường kính lớn hơn 20 mm, nếu có thỏa thuận với khách hàng, có thể đóng thẳng vào thùng/hòm mà không cần hộp nhỏ sau khi phủ chống gỉ.
- Việc xếp đũa vào hộp và hòm phải đảm bảo chặt chẽ, không bị xê dịch khi vận chuyển. Các khoảng trống trong hòm phải được chèn chặt bằng giấy hoặc phế liệu các tông. Trong hòm phải kèm theo phiếu chứng nhận đủ quy cách của phòng kiểm tra kỹ thuật thuộc cơ sở sản xuất.
- Nội dung giấy chứng nhận trong hộp (Điều 5.3): Mỗi hộp đũa phải kèm theo giấy chứng nhận ghi rõ:
- Tên hoặc nhãn hiệu của cơ sở sản xuất.
- Ký hiệu quy ước của đũa.
- Sai lệch trung bình so với đường kính danh nghĩa và chiều dài danh nghĩa của đũa trong lô (ký hiệu là ∆DwmL, ∆LwmL).
- Số lượng đũa trong hộp.
- Dấu kiểm tra kỹ thuật của cơ sở sản xuất.
- Ngày, tháng, năm bao gói.
- Nội dung ghi trên bao bì ngoài của hộp (Điều 5.4): Hộp phải được dán bao ngoài bảo vệ, trên đó ghi các thông tin tương tự như giấy chứng nhận (tên cơ sở sản xuất, ký hiệu quy ước, sai lệch trung bình ∆DwmL và ∆LwmL, số lượng, ngày bao gói). Cho phép thay thế bao dán ngoài bằng phương tiện bọc khác nhưng phải đảm bảo ghi đầy đủ các thông tin này trên hộp hoặc nhãn.
- Ghi nhãn trên hòm chứa (Điều 5.6): Nhãn trên hòm phải được ghi bằng mực không phai, rõ ràng với các nội dung:
- Tên hoặc nhãn hiệu của cơ sở sản xuất.
- Tên nước sản xuất (nếu phục vụ xuất khẩu).
- Ký hiệu quy ước của đũa.
- Số lượng đũa tổng cộng.
- Khối lượng cả bì (gross weight).
- Các ký hiệu cảnh báo bắt buộc: "cẩn thận, dễ vỡ" và "tránh ẩm ướt!".
- Vận chuyển (Điều 5.7): Cho phép vận chuyển bằng mọi phương tiện nhưng phải có biện pháp che chắn, bảo đảm đũa không bị mưa ướt hoặc ẩm mốc.
4. Hệ thống thuật ngữ và định nghĩa (Phụ lục A)
Phụ lục A quy định chi tiết các khái niệm kỹ thuật cốt lõi áp dụng cho đũa trụ ngắn:
- Đũa trụ ngắn: Định nghĩa theo tiêu chuẩn TCVN 4112:1985.
- Đường kính danh nghĩa (Dw) & Chiều dài danh nghĩa (Lw): Kích thước dùng để xác định các giới hạn kích thước và làm căn cứ tính toán sai lệch.
- Độ không đều của đường kính đơn biệt (VDwP) & Độ côn (VDwP): Xác định theo tiêu chuẩn TCVN 4175:1985.
- Hiệu kích thước theo đường kính/chiều dài (VDwL, VLwL): Xác định theo tiêu chuẩn TCVN 4175:1985.
- Đường kính trung bình trong mặt cắt đơn biệt (Dwmp) & Sai lệch chiều dài đơn biệt (∆LwS): Xác định theo tiêu chuẩn TCVN 4175:1985.
- Mặt cắt trung bình & Mặt cắt biên: Xác định theo tiêu chuẩn TCVN 4175:1985.
- Sai lệch đường kính trung bình trong mặt cắt đơn biệt (∆Lwmp): Hiệu đại số giữa đường kính trung bình trong mặt cắt đơn biệt và đường kính danh nghĩa của đũa trụ ngắn.
- Sai lệch giới hạn: Xác định theo tiêu chuẩn TCVN 2244:1977.
- Độ phân cạnh (∆), Độ phình, Độ thắt, Độ lồi, Độ lõm, Độ đảo mặt mút (Sw): Xác định theo tiêu chuẩn TCVN 2510:1978.
- Đường kính trung bình của lô: Trung bình số học của đường kính trung bình lớn nhất và nhỏ nhất tại mặt cắt trung bình trong một lô sản phẩm.
- Chiều dài trung bình của lô: Trung bình số học của chiều dài trung bình lớn nhất và nhỏ nhất trong một lô sản phẩm.
- Đường kính trung bình của lô (DwmL): Trung bình số học của đường kính trung bình lớn nhất và nhỏ nhất của đũa trong lô.
- Sai lệch trung bình so với đường kính/chiều dài danh nghĩa trong lô (∆DwmL, ∆LwmL): Hiệu đại số giữa đường kính/chiều dài trung bình của đũa trong lô và đường kính/chiều dài danh nghĩa tương ứng.
- Cấp chính xác của đũa: Tổ hợp xác định của hiệu kích thước, sai lệch hình dạng và độ nhám bề mặt sản phẩm.
- Lô đũa: Số lượng đũa xác định có cùng kích thước đường kính, chiều dài danh nghĩa, cùng cấp chính xác, cùng loại vật liệu, được chế tạo trong điều kiện công nghệ tương đồng và được trình nghiệm thu cùng một lúc.
- Tọa độ mép vát đơn biệt của đũa có mặt mút phẳng (rs): Thông số hình học xác định phần mép vát của đũa.
Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Rolling bearings - short cilindrical rollers
Lời nói đầu
TCVN 4370: 1986 do Viện Nghiên cứu máy - Bộ cơ khí và luyện kim biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ Khoa học và Công nghệ) xét duyệt và ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
Ổ LĂN - ĐŨA TRỤ NGẮN
Rolling bearings short cilindrical rollers
Tiêu chuẩn này áp dụng cho đũa trụ ngắn có đường kính đến 50 mm, được sử dụng trong ổ lăn và ở dạng chi tiết riêng biệt.
Thuật ngữ, ký hiệu và định nghĩa sử dụng trong tiêu chuẩn này được chỉ dẫn trong phụ lục.
1.1. Kích thước của đũa phải phù hợp với chỉ dẫn trên Hình 1 và trong Bảng 1
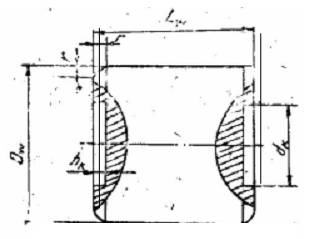
Ký hiệu:
Dw - Đường kính danh nghĩa của đũa;
Lw - Chiều dài danh nghĩa của đũa;
r - Tọa độ mép vát danh nghĩa.
Hình 1
1.2. Ở phần giữa mặt mút của đũa cho phép khoét lỗ công nghệ, có đường kính dk không lớn hơn 0,6 đường kính đũa và chiều sâu hk không lớn hơn 2 mm.
Bảng 1
Kích thước tính bằng milimét
| Dw | Lw | rn | Khối lượng 1000 chiếc, kg ≈ | Dw | Lw | r | Khối lượng 1000 chiếc, kg ≈ | ||
| Danh nghĩa | Sai lệch giới hạn Ds | ||||||||
Để xem đầy đủ nội dung và sử dụng toàn bộ tiện ích của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Nếu bạn đã là thành viên, hãy bấm:
- 1Tiêu chuẩn quốc gia TCVN 8032:2009 (ISO 3245 : 2007) về Ổ lăn - Ổ đũa kim gia công áp lực không có vòng trong - Kích thước bao và dung sai
- 2Tiêu chuẩn quốc gia TCVN 8038:2009 (ISO 246 : 2007) về Ổ lăn - Ổ trụ có vòng chặn tách rời - Kích thước bao
- 3Tiêu chuẩn quốc gia TCVN 1488:2008 về Ổ lăn - Bi - Kích thước và dung sai
- 1Luật Tiêu chuẩn và quy chuẩn kỹ thuật 2006
- 2Nghị định 127/2007/NĐ-CP Hướng dẫn Luật Tiêu chuẩn và Quy chuẩn kỹ thuật
- 3Tiêu chuẩn Việt Nam TCVN 4209:1986 về Dây thép tròn mác OL100 Cr2 dùng làm bi cầu, bi đũa và vòng - Yêu cầu kỹ thuật
- 4Tiêu chuẩn quốc gia TCVN 8032:2009 (ISO 3245 : 2007) về Ổ lăn - Ổ đũa kim gia công áp lực không có vòng trong - Kích thước bao và dung sai
- 5Tiêu chuẩn quốc gia TCVN 8038:2009 (ISO 246 : 2007) về Ổ lăn - Ổ trụ có vòng chặn tách rời - Kích thước bao
- 6Tiêu chuẩn quốc gia TCVN 1488:2008 về Ổ lăn - Bi - Kích thước và dung sai
Tiêu chuẩn Việt Nam TCVN 4370:1986 về Ổ lăn - Đũa trụ ngắn
- Số hiệu: TCVN4370:1986
- Loại văn bản: Tiêu chuẩn Việt Nam
- Ngày ban hành: 01/01/1986
- Nơi ban hành: Ủy ban Khoa học và Kỹ thuật Nhà nước
- Người ký: ***
- Ngày công báo: Đang cập nhật
- Số công báo: Đang cập nhật
- Ngày hiệu lực: 17/07/2026
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Hotline 1: 0342.799.688 - Hotline 2: 0985.426.175 - Email: info@hethongphapluat.com

