
Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
| BỘ CÔNG NGHIỆP | CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM |
| Số: 26/2006/QĐ-BCN | Hà Nội, ngày 14 tháng 07 năm 2006 |
BỘ TRƯỞNG BỘ CÔNG NGHIỆP
Căn cứ Nghị định số 55/2003/NĐ-CP ngày 28 tháng 05 năm 2003 của Chính phủ quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Công nghiệp;
Căn cứ Pháp lệnh Chất lượng hàng hoá ngày 24 tháng 12 năm 1999;
Căn cứ Quyết định số 2264/1999/QĐ-BKHCN&MT ngày 30 tháng 12 năm 1999 của Bộ Khoa học, Công nghệ và Môi trường (nay là Bộ Khoa học và Công nghệ) về việc ban hành các tiêu chuẩn;
Theo đề nghị của Vụ trưởng Vụ Khoa học, Công nghệ,
QUYẾT ĐỊNH:
Điều 1. Ban hành kèm theo Quyết định này 07 Tiêu chuẩn ngành có số hiệu như sau:
16 TCN 999: 2006 đến 16 TCN 1005: 2006
Các Tiêu chuẩn này được khuyến khích áp dụng đối với các cơ sở nghiên cứu, đào tạo và các doanh nghiệp sản xuất, kinh doanh trong phạm vi cả nước.
Điều 2. Quyết định này có hiệu lực thi hành sau 15 ngày, kể từ ngày đăng Công báo.
Vụ trưởng Vụ Khoa học, Công nghệ có trách nhiệm hướng dẫn thực hiện Quyết định này.
Điều 3. Chánh Văn phòng Bộ, Chánh Thanh tra Bộ, các Vụ trưởng, Cục trưởng thuộc Bộ, Thủ trưởng các cơ quan, đơn vị có liên quan chịu trách nhiệm thi hành Quyết định này./.
|
| KT. BỘ TRƯỞNG |
(Kèm theo Quyết định số 26/2006/QĐ-BCN ngày 14 tháng 07 năm 2006)
| TT | Tên tiêu chuẩn | Số hiệu tiêu chuẩn |
| 1 | Kiểm tra bằng sàng. Phương pháp sử dụng sàng kiểm bằng lưới kim loại và tấm kim loại đục lỗ | 16 TCN 999: 2006 |
| 2 | Sàng kiểm và kiểm tra bằng sàng. Thuật ngữ | 16 TCN 1000: 2006 |
| 3 | Hợp kim Fero. Lấy mẫu và phân tích bằng sàng | 16 TCN 1001: 2006 |
| 4 | Hợp kim Fero. Phương pháp thí nghiệm kiểm tra độ chính xác khi phân chia mẫu | 16 TCN 1002: 2006 |
| 5 | Hợp kim Fero. Phương pháp thí nghiệm đánh giá biến thiên chất lượng và phương pháp kiểm tra độ chính xác khi lấy mẫu | 16 TCN 1003: 2006 |
| 6 | Hợp kim Fero. Phương pháp thí nghiệm kiểm tra độ sai lệch khi lấy mẫu và chuẩn bị mẫu | 16 TCN 1004: 2006 |
| 7 | Ferocrom, Ferosiliccrom, Ferosilic, Ferosilicmangan, Feromangan. Lấy mẫu và chuẩn bị mẫu để phân tích hóa học | 16 TCN 1005: 2006 |
Nhóm B
| CỘNG HÒA XÃ HỘI | Phương pháp sử dụng sàng kiểm bằng lưới kim loại và tấm kim loại đục lỗ | 16 TCN 999 - 2006 |
| BỘ CÔNG NGHIỆP | Khuyến khích áp dụng |
Tiêu chuẩn này quy định các yếu tố chính ảnh hưởng đến hiệu quả sàng kiểm và kết quả thu được; đồng thời cũng quy định các nguyên tắc chung phải tuân theo về dụng cụ, quy trình và cách trình bày kết quả.
Tiêu chuẩn này dùng cho phương pháp sàng sử dụng loại sàng kiểm bằng lưới hoặc tấm kim loại đục lỗ. Phương pháp sàng kiểm sử dụng loại sàng có mặt là tấm tạo lỗ bằng điện xem (ISO 2591-2).
Tiêu chuẩn này phù hợp với ISO 2591-1: 1988 (E)
16TCN 995 - 2006 (ISO 565), Sàng kiểm - lưới kim loại, tấm kim loại đục lỗ và tấm kim loại tạo lỗ bằng điện - kích thước danh nghĩa lỗ sàng.
16TCN 1000 - 2006 (ISO 2395), Sàng kiểm và kiểm tra bằng sàng - thuật ngữ.
(ISO 3310), Sàng kiểm - Yêu cầu kỹ thuật và kiểm tra
16TCN 996 - 2006, phần 1: Sàng kiểm bằng lưới kim loại.
16TCN 998 - 2006, phần 2: Sàng kiểm bằng tấm kim loại đục lỗ.
16TCN 997 - 2006, phần 3: Sàng kiểm bằng tấm kim loại tạo lỗ bằng điện.
Tiêu chuẩn này dùng các định nghĩa nêu trong 16 TCN 1000 - 2006 (ISO 2395).
4.1. Tổng quát
Phạm vi thay đổi vật liệu cần sàng rất rộng từ các tảng rất thô như than và đá đến các vật liệu rất mịn như bột màu và đất sét, chúng khác nhau về tính chất lý học và hóa học. Các thông tin về tính chất vật liệu rất có ích trong việc phán đoán những đặc điểm sàng đối với chúng và cần được lưu ý trong biên bản thử nghiệm. Những tính chất quan trọng nhất ảnh hưởng tới quá trình sàng sẽ được nêu trong mục 4.2.
Vì tính chất vật liệu rất khác nhau nên không thể quy định cụ thể một phương pháp sàng kiểm nào dùng cho mọi vật liệu. Phương pháp sàng thích hợp với từng loại vật liệu phải được quy định trong tiêu chuẩn hoặc trong yêu cầu kỹ thuật về vật liệu đó.
4.2. Các tính chất vật lý và hóa học
4.2.1. Tỷ trọng:
Các loại tỷ trọng ảnh hưởng tới quá trình sàng kiểm tra gồm:
a) tỷ trọng hạt có thể ảnh hưởng đến thời gian sàng;
b) tỷ trọng hàng hóa biểu kiến, có thể ảnh hưởng đến khối lượng vật liệu cần sàng;
4.2.2. Tính bở vụn:
Một số vật liệu dễ bị giảm kích thước trong quá trình sàng do tính bở vụn gây nên. Tính chất này cần được xem xét trong quá trình lấy mẫu và sàng kiểm tra.
4.2.3. Các tính chất mài mòn
Một số vật liệu ví dụ như bột mài có tính mài mòn. Những vật liệu này sẽ mài mòn sàng và làm thay đổi kích thước mắt (lỗ) sàng trong quá trình sàng. Vì vậy cần xác định xem vật liệu có tính mài mòn hay không trước khi thử nghiệm và kiểm tra độ hợp chuẩn của mắt (lỗ) sàng trên mặt sàng so với các dung sai quy định.
4.2.4. Độ ẩm bề mặt
Độ ẩm bề mặt rất quan trọng, bởi vì nó ảnh hưởng tới phương thức vật liệu trôi trên sàng.
4.2.5. Độ ẩm bên trong
Nếu độ ẩm bên trong thay đổi khi sàng thì khối lượng của các phần tỷ lệ cỡ sẽ bị ảnh hưởng.
4.2.6. Tính hút ẩm
Một số vật liệu rất dễ hút ẩm và không thể ở trạng thái cân bằng với không khí trong phòng thí nghiệm. Trong trường hợp này vật liệu cần được xử lý và sàng sao cho tiếp xúc ít nhất với không khí.
4.2.7. Thay đổi tính chất khi sấy khô
Điều quan trọng là phải biết tính chất của vật liệu có bị thay đổi hay không trong quá trình sấy khô. Ví dụ, liệu vật liệu có thể bị vỡ hoặc đóng bánh hay không.
4.2.8. Hình dạng hạt
Thời gian và hiệu quả sàng có thể bị ảnh hưởng đáng kể bởi hình dạng hạt vật liệu.
4.2.9. Sự phân bố kích thước
Phạm vi kích thước hạt vật liệu là nhân tố quan trọng khi xác định quy trình sàng nào sẽ được sử dụng (xem mục 7).
4.2.10. Tính chất cố kết:
Việc rải các hạt lên mặt sàng tùy thuộc vào tính chất cố kết của vật liệu. Và điều này tùy thuộc vào lực liên kết giữa các hạt và việc tăng độ mịn của bột.
4.2.11. Tính chất từ
Tính chất từ của vật liệu có thể ảnh hưởng tới kết quả do phản ứng giữa các hạt với nhau (có xu hướng kết tụ lại) và đối với sàng (có xu hướng dính vào).
4.2.12. Tính chất tĩnh điện
Một số bột có thể nhiễm tĩnh điện trong quá trình sàng và dính vào khung sàng làm ảnh hưởng đến kết quả.
4.2.13. Phản ứng hóa học
Một số vật liệu được sàng có thể phản ứng với không khí hoặc với vật liệu làm sàng. Do đó, các bộ phận cấu thành sàng phải có tính trơ. Và thử nghiệm phải được tiến hành trong khí trơ.
4.2.14. Sản xuất vật liệu
Nguồn vật liệu và phương pháp chuẩn bị có thể cung cấp thông tin về các tính chất được trình bày trong mục từ 4.2.1 đến 4.2.13, những thông tin này sẽ được ghi trong biên bản thử nghiệm.
5.1. Phương pháp lấy mẫu
Lấy mẫu chính xác là điều kiện cần thiết để thu được kết quả xác thực cho việc thí nghiệm trên sàng. Vì thế, cần hết sức cẩn thận khi lấy mẫu cũng như khi thực hiện sàng.
Phương pháp lấy mẫu cần đảm bảo mẫu được lấy để sàng phải thực sự đại diện cho vật liệu lấy mẫu. Phương pháp thích hợp nhất sẽ tùy thuộc vào bản chất vật liệu cũng như hình dáng của nó. Ví dụ, như đóng trong bao, xếp thành đống hoặc chảy thành luồng liên tục. Không thể quy định một phương pháp dùng chung cho các loại vật liệu. Các phương pháp lấy mẫu chính xác cần được quy định cho từng vật liệu và hoàn cảnh cụ thể.
Phương pháp lấy mẫu phải tuân theo yêu cầu cho từng sản phẩm riêng lẻ đã được quy định trong các tiêu chuẩn liên quan; hoặc tiến hành theo các phương pháp quy định trong tiêu chuẩn quốc gia.
5.2. Phân chia mẫu
Mẫu ban đầu thường quá lớn không thể trực tiếp dùng để thử nghiệm sàng được; vì thế cần phải làm nhỏ đi. Khi làm nhỏ mẫu, điều quan trọng là phải đảm bảo khối lượng cuối cùng, (mẫu kiểm tra) thu được sau sàng thực sự đại diện cho mẫu ban đầu cũng như phải đảm bảo mẫu ban đầu đại diện cho vật liệu (xem mục 5.1).
Với mẫu ban đầu, việc phân chia mẫu phải tuân theo các tiêu chuẩn quốc tế liên quan đến vật liệu đó, hoặc nếu không có tiêu chuẩn quốc tế, thì dùng các tiêu chuẩn quốc gia thích hợp.
5.3. Bảo quản mẫu và mẫu kiểm tra
Các mẫu và mẫu kiểm tra phải được bảo quản sao cho không bị nhiễm bẩn hoặc biến đổi khác.
6.1. Sàng kiểm
Sàng kiểm phải tuân theo 16TCN 996 ¸ 998 - 2006 (ISO 3310).
Quá trình kiểm tra bằng sàng kiểm được tiến hành bằng một sàng kiểm đơn lẻ hoặc bằng một loạt các sàng kiểm có kích thước danh nghĩa lỗ sàng khác nhau. Trong cả hai trường hợp đều cần có nắp và đáy hứng. Số lượng sàng dùng trong thử nghiệm cần đủ để thu được thông tin cần thiết về vật liệu và tránh bào mòn quá nhiều hoặc bít tắc lỗ sàng.
Trong một bộ sàng lồng ghép phải dùng cùng một loại mặt sàng (ví dụ lưới hay tấm kim loại đục lỗ) và lỗ sàng có cùng một hình dáng hình học.
Nếu số lượng sàng trong loạt sàng phải dùng nhiều hơn số lượng sàng trong một bộ sàng lồng ghép, thì kết quả thử nghiệm phải được tập hợp lại.
6.2. Chuẩn bị và bảo dưỡng sàng kiểm
Trước mỗi lần sử dụng, phải kiểm tra cẩn thận tấm sàng và khung sàng xem có sai hỏng, tắc bít hay nhiễm bẩn không. Nếu cần làm sạch sàng, phải vệ sinh cẩn thận để không làm hỏng mặt sàng.
Có thể rửa sàng bằng nước ấm chứa chất tẩy tổng hợp. Sau đó sàng được rửa kỹ trong nước sạch và sấy khô bằng không khí ấm. Không được sấy nóng sàng kiểm đến 80OC, vì sẽ làm hỏng vĩnh viễn sàng.
Các phương pháp khác để loại bỏ vật liệu mắc kẹt ra khỏi tấm sàng, nhất là với sàng có lỗ nhỏ, bao gồm việc lắc sàng trên máy hoặc ngâm vào bồn nước khuấy bằng siêu âm, với điều kiện tấm sàng chịu được quá trình này.
Độ chuẩn xác của tấm sàng trong sàng kiểm được thẩm định lúc bắt đầu và được thẩm định lại trong quá trình sử dụng. Các nhân tố như tần suất sử dụng và loại vật liệu sàng sẽ ảnh hưởng đến việc thẩm định thường xuyên. Vì thế phải có thẻ theo dõi cho mỗi sàng kiểm. Việc thẩm định và thẩm định lại được thực hiện theo quy trình mô tả trong 16TCN 996 ¸ 998 - 2006 (ISO 3310). Nếu một tấm sàng không đáp ứng dung sai quy định, thì phải xóa ký hiệu chứng nhận trên mác sàng và loại bỏ sàng.
Các sàng kiểm có cùng kích thước danh nghĩa lỗ sàng có thể không đưa ra kết quả đồng nhất với cùng một sản phẩm. Phương pháp kiểm tra kích thước sàng kiểm có hiệu quả (cỡ giảm) là định cỡ nó bằng vật liệu tham chiếu đã được chứng nhận (bi thủy tinh, hạt thạch anh, v.v...), và sau đó thỉnh thoảng kiểm tra lại để xác nhận là kích thước sàng hiệu quả chưa bị thay đổi.
6.3. Phụ kiện
Tùy thuộc vào đặc điểm vật liệu và sự phân bố cỡ hạt của mẫu kiểm tra, có thể sử dụng các dụng cụ phụ trợ sau đây:
a) Đối với sàng khô: chổi mềm, ví dụ chổi sơn, để thỉnh thoảng làm sạch mặt dưới tấm sàng.
b) Đối với sàng ướt: lắp đặt một bồn chứa chất lỏng, van điều chỉnh và thùng thu hồi.
Để kiểm tra khi sàng không được dùng các phụ kiện khác ví dụ như cao su hình khối hoặc hình cầu, vì chúng có thể gây hư hỏng cả vật liệu cần sàng lẫn bề mặt sàng.
7.1. Tổng quát
7.1.1. Nguyên tắc
Quy trình kiểm tra bằng sàng gồm các bước: đặt nhẹ nhàng vật liệu cần sàng trên mặt sàng kiểm có kích thước danh nghĩa lỗ quy định và phân tách vật liệu bằng cách lắc, vỗ hoặc rửa để chia thành phần quá cỡ và phần lọt sàng. Khi sàng liên tục với một số sàng kiểm có kích thước lỗ khác nhau, mẫu kiểm tra được tách riêng thành các phần kích thước khác nhau và được đặt tên theo kích thước lỗ sàng kiểm được dùng.
Trước khi bắt đầu sàng để kiểm tra, cần quy định các điều kiện sau:
a) phương pháp sàng, ví dụ, khô, ướt, hay kết hợp cả hai;
b) số lượng sàng sẽ dùng và kích thước danh nghĩa lỗ sàng;
c) kích thước và hình dáng của khung;
d) loại tấm sàng (ví dụ, lưới đan, tấm đục lỗ hay tấm tạo lỗ bằng điện), lỗ vuông hay tròn, vật liệu làm khung và tấm sàng.
7.1.2. Sàng tay và sàng máy
Quy trình kiểm tra bằng sàng có thể được thực hiện bằng tay hoặc máy. Nếu dùng sàng máy kiểm tra, kết quả sàng phải phù hợp với dung sai đã thỏa thuận, và phù hợp với kết quả thu được khi sàng tay. Phương pháp tham chiếu phải luôn bao gồm bước sàng tay lần cuối, thực hiện trong điều kiện cụ thể (xem 7.2.7). Nếu chỉ tiến hành kiểm tra bằng sàng máy, tên máy và phương pháp thao tác phải được ghi trong biên bản thử nghiệm.
7.1.3. Sàng khô và sàng ướt
Trong công nghệ sàng kiểm bằng tay, thường áp dụng các quy trình sau:
a) khi sàng khô: lắc và vỗ (quy trình thích hợp với hầu hết các vật liệu).
b) khi sàng ướt: rửa (đối với vật liệu có xu hướng kết tụ).
Quá trình sàng tay có thể thích hợp với các đặc trưng sàng của mẫu liên quan bằng cách lựa chọn một trong các phương án phù hợp nêu trên.
7.1.4. Độ chính xác cân
Khối lượng của mẻ liệu và các phần kích cỡ của vật liệu được xác định bằng cách cân với độ chính xác 0,1% khối lượng mẻ liệu.
7.1.5. Ảnh hưởng của độ ẩm không khí
Các mẫu không có tính hút ẩm hoặc phản ứng hóa học và những mẫu sàng khô phải có độ ẩm cân bằng với độ ẩm không khí trong phòng thí nghiệm. Do đó cần sử dụng phương pháp thích hợp nhất với sản phẩm. Nếu độ ẩm thay đổi trong thử nghiệm, thì phải hiệu chỉnh khối lượng mẻ liệu và các phần vật liệu chia theo cỡ để quy về khối lượng khô hoặc về khối lượng đã thỏa thuận.
7.1.6. Mẫu kiểm tra
Lượng vật liệu (mẻ liệu) được đặt trên một mặt sàng tùy thuộc vào:
a) kích thước danh nghĩa lỗ sàng;
b) tỷ trọng hàng hóa biểu kiến của vật liệu;
c) diện tích mặt cắt ngang của sàng;
d) tỷ lệ của vật liệu quá cỡ (được xác định nếu cần bằng cách sàng sơ bộ).
Lượng vật liệu cần sàng trên sàng tròn đường kính 200mm xem trong bảng 1 (cột 2 nêu số lượng dùng cho các kích thước nằm trong chuỗi R20/3 từ 22,4mm đến 25mm). Số lượng này phải là lượng đã quy định cho sàng tương ứng với phần kích thước lớn nhất của mẫu, với điều kiện sự phân bố cỡ làm tăng quá nhiều thể tích vật liệu một sàng nào đó trong bộ sàng như nêu ở cột 2 của bảng 1.
Các giá trị nêu trong bảng 1 được dùng cho cả sàng đơn và loạt sàng lồng ghép, cho cả sàng tay lẫn sàng máy.
Tuy nhiên, nếu xảy ra hiện tượng bít lỗ do số lượng các hạt có kích thước gần bằng lỗ sàng trên một sàng nào đó quá lớn, gây nên cần giảm bớt khối lượng mẻ liệu.
Tỷ lệ phần kích thước trên là phần thể tích còn lại trên sàng sau khi kết thúc sàng, không được lớn hơn thể tích quy định trong cột 3 của bảng 1. Vì thế, một mẫu kiểm tra có thể phải sàng thành 2 mẻ liệu hoặc lớn hơn để tránh vượt quá thể tích tối đa cho phép của phần dư. Tập hợp các kết quả thu được.
Để đạt được kết quả tốt nhất, thường một mẻ liệu đã giảm sẽ được đặt trên sàng có lỗ sàng to nhất để tránh quá tải cho các sàng có lỗ nhỏ trong bộ sàng.
Nếu các phần của nhóm cỡ hạt cụ thể nào đó không có đủ số hạt đại diện cho lô hàng, phải lặp lại quá trình sàng với các mẻ liệu khác đến khi đạt đủ phần kích thước yêu cầu.
7.1.7. Kích thước hạt lớn nhất cho phép trên sàng kiểm
Để tránh làm hỏng sàng, kích thước lớn nhất của hạt trong mẻ liệu không vượt quá 10w0,7 mm, trong đó w là kích thước danh nghĩa lỗ sàng tính bằng milimét.
Ví dụ:
| Kích thước danh nghĩa lỗ sàng, w | Kích thước xấp xỉ của hạt lớn nhất |
| 4 mm | 25 mm |
| 1 mm | 10 mm |
| 0,25 mm | 4 mm |
| 0,045 mm | 1 mm |
Bảng 1: Hướng dẫn về lượng vật liệu cần sàng trên sàn
kiểm tròn đường kính 200mm1).
| 1 | 2 | 3 |
| 1 | 2 | 3 |
| Kích thước danh nghĩa lỗ sàng, w | Thể tích vật liệu |
| Kích thước danh nghĩa lỗ sàng, w | Thể tích vật liệu2) | ||
| Thể tích xấp xỉ của mẻ liệu | Thể tích tối đa của phần dư3) |
| Thể tích xấp xỉ của mẻ liệu | Thể tích tối đa của phần dư3) | ||
| 22,4 | 1.600 | 800 |
| 710 | 120 | 60 |
| 16 | 1.000 | 500 |
| 500 | 100 | 50 |
| 11,2 | 800 | 400 |
| 355 | 80 | 40 |
| 8 | 500 | 250 |
| 250 | 70 | 35 |
| 5,6 | 400 | 200 |
| 180 | 60 | 30 |
| 4 | 350 | 175 |
| 125 | 50 | 25 |
| 2,8 | 240 | 120 |
| 90 | 42 | 21 |
| 2 | 200 | 100 |
| 63 | 35 | 17 |
| 1,4 | 160 | 80 |
| 45 | 30 | 15 |
| 1 | 140 | 70 |
| 32 | 26 | 13 |
|
|
|
|
| 25 | 22 | 11 |
7.2. Sàng khô
7.2.1. Hiệu quả thực hiện sàng kiểm khô
Hiệu quả thực hiện kiểm tra bằng phương pháp sàng khô tùy thuộc vào:
a) thời gian sàng
b) lực vỗ, tần suất và hướng chuyển động;
c) biên độ lắc;
d) độ nghiêng mặt sàng
e) tính chất vật liệu.
7.2.2. Sàng sơ bộ chia thành các nhóm cỡ hạt
Thông thường cần tiến hành sàng kiểm tra bằng tay trên toàn bộ mẫu kiểm tra bằng các sàng có kích thước lỗ sàng lên tới 25mm. Trên 25mm, các hạt cần được đưa từng hạt bằng tay vào lỗ.
Mẫu kiểm tra có thể được chia thành các phần cỡ bằng cách sàng sơ bộ thành các nhóm cỡ hạt sau:
a) lớn hơn 25mm;
b) 25mm đến 4mm;
c) dưới 4mm đến 1mm;
d) nhỏ hơn 1mm.
Quy trình sàng kiểm đối với vật liệu có các nhóm kích thước hạt khác nhau được nêu trong 7.2.3 và 7.2.5.
Mỗi phần kích thước thu được sau khi sàng sơ bộ được kiểm tra, nếu cần chia nhỏ thành một số mẻ liệu, theo đúng những giá trị quy định trong bảng 1. Tổng hợp kết quả thí nghiệm.
Nếu cần tiến hành sàng kiểm đối với nhiều nhóm kích thước hạt nêu trên, các phần kích thước riêng lẻ cần được ghi lại dưới dạng tỷ lệ phần trăm khối lượng của các nhóm này và trong đánh giá cuối cùng, chúng được chuyển thành tỷ lệ phần trăm của tổng toàn bộ các phần kích thước thu được (xem 7.5.2).
7.2.3. Quy trình đối với hạt lớn hơn 25mm
Đối với hạt lớn hơn 25mm, sàng kiểm về bản chất làm việc như một thiết bị đo kích thước mà trên đó từng hạt vật liệu tiếp xúc với một lỗ sàng.
Một mẻ liệu thích hợp với sàng có thể được sàng lọc trước bằng cách lắc nhẹ. Sau đó kiểm tra các hạt còn lại trên sàng từng hạt một trong mọi tư thế mà không dùng lực đẩy. Những hạt lọt qua sẽ nằm trong phần vật liệu lọt sàng; những hạt không lọt qua sẽ trở thành phần dư.
7.2.4. Quy trình đối với hạt từ 25mm đến 4mm
Thông thường các hạt có kích thước từ 25mm đến 4mm được kiểm tra trên từng sàng riêng lẻ chứ không phải bằng bộ sàng lồng. Dưới 4mm, các sàng có thể lồng thành một bộ.
Sử dụng hai quy trình dưới đây:
a) lần lượt sàng từng mẻ liệu mới trên mỗi sàng (xem bảng 1 để biết các số lượng mẫu đề xuất).
b) chỉ sàng một mẻ liệu mới trên sàng có kích thước danh nghĩa lỗ sàng lớn nhất. Sử dụng vật liệu lọt qua sàng này làm mẻ liệu của sàng kiểm có kích thước danh nghĩa lỗ sàng nhỏ nhất, và lặp lại. Đây là một quá trình tương tự đối với sàng kiểm được xếp lồng (bộ sàng).
Lấy sàng kiểm, hoặc bộ sàng kiểm lồng ghép (lỗ sàng từ dưới 4mm đến 1mm), cầm hai tay và di chuyển theo hướng trước - sau theo chiều ngang khoảng 120 lần/phút với biên độ khoảng 70mm.
Nếu vật liệu khó sàng, nhất là ở nhóm cỡ hạt từ dưới 4mm đến 1mm, thì các chuyển động lắc sàng trước-sau phải xen kẽ với chuyển động tròn 3 lần/một phút.
7.2.5. Quy trình đối với hạt nhỏ dưới 1mm
7.2.5.1. Tổng quát
Các quy trình dưới đây được áp dụng khi sử dụng sàng kiểm phù hợp theo 16TCN 996 - 2006 (ISO 3310-1). Sàng kiểm bằng tấm tạo lỗ bằng điện theo 16TCN 997 - 2006 (ISO 3310-3) có thể yêu cầu các quy định khác (xem mục 1).
a) sử dụng bộ sàng kiểm lồng ghép có đáy hứng và nắp. Đặt mẻ liệu vào sàng trên cùng có kích thước danh nghĩa lỗ sàng lớn nhất. Trong một số trường hợp, dùng mẻ liệu nhỏ hơn mẻ liệu quy định trong bảng 1 thì hợp lý hơn, nhằm đảm bảo vật liệu mịn hơn dễ lọt qua sàng khi lỗ sàng nhỏ hơn. Nếu muốn, có thể tiến hành sàng kiểm tra bằng các sàng riêng lẻ tuần tự nối tiếp nhau giống như sàng bằng bộ sàng kiểm lồng ghép.
b) sử dụng bộ sàng kiểm lồng ghép có đáy hứng và nắp. Đặt mẻ liệu lên sàng có kích thước lỗ nhỏ nhất trong bộ sàng lồng, lưu ý giới hạn nêu trong 7.1.7, và sàng tay cho đến khi phần lớn các hạt lọt sàng đều đã đi qua sàng để xuống đáy hứng. Loại bỏ trước toàn bộ phần cỡ lọt sàng theo cách này vừa làm giảm thời gian sàng liên tục vừa giảm hao hụt bụi vật liệu, nếu không phần cỡ lọt sàng này sẽ phải đi qua tất cả các sàng trong bộ sàng lồng. Sau đó nạp phần dư sau sàng sơ bộ này lên sàng trên cùng có kích thước lỗ sàng lớn nhất trong bộ sàng và thực hiện theo quy trình đã nêu trong mục a) ở trên.
7.2.5.2. Kỹ thuật sàng
Dùng một tay để cầm sàng kiểm, hoặc bộ sàng kiểm. Nếu quá nặng, đặt hờ vào chỗ gập của cánh tay; nghiêng sàng (bộ sàng) một góc khoảng 20o so với điểm sàng thấp. Vỗ sàng (hoặc bộ sàng) khoảng 120 lần/phút bằng tay kia. Sau 30 lần vỗ đặt sàng kiểm vào vị trí nằm ngang, xoay một góc 90o và dùng tay vỗ mạnh lên khung sàng. Có thể thỉnh thoảng lắc sàng theo chiều dọc.
Nếu hạt vật liệu khó sàng, hoặc khi sử dụng sàng kiểm lỗ nhỏ, có thể làm sạch mặt dưới của tấm sàng bằng một chổi mềm (xem 6.3), nếu cần. Bụi rơi ra sẽ được cộng thêm vào vật liệu lọt sàng.
7.2.6. Các yếu tố ảnh hưởng đến thời gian sàng
Quy trình sàng được thực hiện giống như các quá trình phân tách hạt, không có kết quả phân tách lý tưởng. Luôn có một số hạt nhỏ hơn kích thước danh nghĩa lỗ sàng còn lại nằm trên phần dư của sàng, bởi vì chúng dính vào các hạt lớn hơn, không tìm được lỗ sàng trống hay chỉ đụng phải các hạt lọt sàng khác. Tương tự, do lỗ sàng to hơn quy định, vẫn có thể tìm được hạt lớn hơn kích thước danh nghĩa lỗ sàng trong phần kích thước dưới của vật liệu.
Vì sự kém chuẩn xác này, không xác định được thời gian cố định để hoàn thành quá trình sàng. Thời gian sàng tùy thuộc vào:
a) các đặc điểm của vật liệu, ví dụ: độ mịn, hình dạng hạt, sự phân bố kích thước, tỷ trọng;
b) thể tích của mẻ liệu ban đầu;
c) mật độ sàng;
d) kích thước danh nghĩa lỗ sàng kiểm;
e) các đặc điểm của tấm sàng;
f) độ ẩm không khí.
7.2.7. Điểm cuối khi sàng khô
Nếu điểm cuối được xác định bởi tốc độ sàng, điều quan trọng là phải đảm bảo tốc độ không bị giảm quá rõ rệt do lỗ sàng bị bịt tắc.
Với hầu hết các vật liệu không có tính bở vụn, có thể coi như đã đạt điểm cuối của quá trình sàng khi số lượng lọt qua một sàng hoặc qua bất kỳ một sàng nào trong bộ sàng lồng ghép - trong một phút nhỏ hơn 0,1% khối lượng mẻ liệu, trừ khi có chỉ dẫn khác.
Với vật liệu bở vụn và trong một số trường hợp đặc biệt, điểm cuối của quá trình sàng sẽ được xác định bằng phép thử. Các bên liên quan sẽ thỏa thuận sử dụng một thời gian sàng cụ thể, vì chỉ theo cách này mới có thể so sánh các kết quả của họ.
7.3. Sàng ướt
7.3.1. Ứng dụng
Các hạt vô cùng nhỏ mịn, chẳng hạn như những hạt gặp trong quá trình xác định hàm lượng sạn của muội than, hoặc những hạt bị tích điện, như bột nhựa, bụi ẩm không thể phân tán ra hay những vật liệu truyền phù trong chất lỏng thì đều phải tiến hành sàng ướt, để các hạt vật liệu chính phân tán dễ dàng.
7.3.2. Hiệu quả sàng ướt
Hiệu quả sàng ướt phụ thuộc vào:
a) thời gian sàng;
b) chất lỏng;
c) chất thấm ướt được dùng, nếu có;
d) mật độ và tính chất chuyển động của sàng khi thực hiện bằng cách chuyển động sàng trong chất lỏng.
7.3.3. Chất lỏng
Chất lỏng không được ảnh hưởng đến hạt vật liệu theo bất kỳ cách nào ngoại trừ làm phân tán nó. Có thể bổ sung các hóa chất thấm ướt không bọt và làm phân tán khác.
7.3.4. Quy trình sàng ướt
Trước khi sàng, làm ướt mẫu kiểm tra bằng cách trộn với một lượng nhỏ chất lỏng để tránh hao hụt bụi; đồng thời làm ướt sàng. Cẩn thận chuyển toàn bộ chất vữa lên sàng.
Từ từ đổ thêm chất lỏng, đều đặn với một áp lực rất nhỏ để tránh làm mất vật liệu và hư hỏng mặt sàng. Để đạt mục đích này, có thể dùng các phụ kiện nêu trong mục 6.3.
Có thể sử dụng rất nhiều quy trình; ví dụ như các dạng dưới đây:
a) nếu mẫu kiểm tra đủ lớn, có thể tạo ra nhiều mẫu riêng lẻ bằng cách chia nhỏ sao cho có thể dùng mẻ liệu mới đối với từng sàng kiểm trong phạm vi đã chọn.
b) nếu chỉ có một lượng vật liệu hạn chế, có thể rửa trôi liên tiếp mẫu kiểm tra qua một bộ sàng lồng ghép với sàng có lỗ nhỏ nhất nằm dưới cùng của bộ sàng. Chất huyền phù trôi qua sàng kiểm tra có lỗ to hơn đặt trực tiếp lên trên sàng tiếp theo.
c) nếu chỉ có một lượng chất lỏng hạn chế, cần chuẩn bị chất huyền phù dễ phân tán để phân tích.
7.3.5. Sấy khô và cân trọng lượng khâu cuối
Khi thử nghiệm đã hoàn tất, sấy khô sàng kiểm cùng với phần vật liệu kích thước trên còn nằm lại trên sàng ở nhiệt độ thấp phù hợp, và cân trọng lượng sau khi để sàng và vật liệu chứa trên sàng nguội tới nhiệt độ trong phòng, nếu cần thiết cho vào tủ sấy.
Khi cần kéo dài quá trình sàng ướt đối với vật liệu, sẽ rất khó thu hồi tất cả các phần kích thước lọt sàng đã phân tán trong một khối lượng chất lỏng lớn. Trong trường hợp này, cho phép xác định phần kích thước lọt sàng bằng cách lấy khối lượng mẫu kiểm tra trừ đi khối lượng của phần kích thước quá cỡ sàng.
7.3.6. Điểm cuối khi sàng ướt
Quy trình sàng ướt trên một sàng riêng lẻ được xem như hoàn tất khi chất lỏng sử dụng hầu như đã chảy hết khi lọt qua sàng.
7.4. Kết hợp sàng khô và ướt
7.4.1. Ứng dụng
Các mẫu cần tuân theo quy trình sàng kết hợp nếu có lượng hạt mịn đáng kể, bởi vì nó có thể làm cho các hạt lớn hơn kết tụ lại hoặc khó phân tán, đồng thời lại gây khó khăn khi sàng ướt theo mục 7.3.
Chú thích: Những mẫu có chứa đáng kể lượng hạt rất mịn cần kéo dài thời gian sàng đến mức không thể chấp nhận được mới đạt được điểm cuối do các hạt mịn bít tắc lỗ khi sàng khô, nhưng khi sàng ướt, chúng lại có thể tạo ra một khối lượng quá lớn chất huyền phù đi qua sàng nhỏ nhất. Quy trình miêu tả trong 7.4.2. Có thể được dùng để giảm thời gian sàng kiểm tra.
7.4.2. Quy trình
7.4.2.1. Sàng ướt hoặc rửa trôi
Theo nguyên tắc đã nêu trong mục 7.3. Để các hạt có thể trôi qua mắt sàng nhỏ nhất trong bộ sàng đã chọn. Bảo vệ sàng này bằng cách đặt một hoặc nhiều sàng chắn trước sàng nhỏ nhất này, ví dụ như sàng 45mm có thể được bảo vệ bởi một sàng 500mm.
Xác định khối lượng vật liệu lọt qua sàng nhỏ nhất bằng một trong các quy trình sau đây:
a) thu thập các chất trôi qua sàng nhỏ nhất và phân tách các chất rắn lơ lửng qua bộ lọc sau khi làm khô. Hiện tượng các hạt lơ lửng kết bông có thể giúp ích cho công tác lọc.
b) sử dụng mẻ liệu ban đầu đã được cân trọng lượng và làm khô; làm khô và cân trọng lượng tổng các phần vật liệu quá cỡ sàng từ giai đoạn rửa trôi và xác định khối lượng của vật liệu lọt sàng chính là độ chênh lệch giữa khối lượng ban đầu và khối lượng cuối cùng.
7.4.2.2. Quy trình sàng khô
Làm khô các phần vật liệu quá cỡ sàng đã kết hợp từ giai đoạn rửa trôi và sàng theo quy trình miêu tả trong 7.2 bằng bộ sàng đã chọn. Sàng có lỗ nhỏ nhất trong bộ đã chọn có cùng kích thước lỗ với sàng tương đương sử dụng trong giai đoạn rửa trôi.
Chú thích: Vì quá trình rửa trôi phân tách hạt không hoàn toàn, có thể sẽ có thêm một lượng vật liệu lọt qua lỗ sàng nhỏ nhất và khối lượng của vật liệu này cần được cộng thêm vào khối lượng vật liệu lọt sàng đã thu được sau giai đoạn rửa trôi để có tổng khối lượng vật liệu lọt sàng của mẻ liệu.
7.5. Đánh giá kết quả
7.5.1. Đánh giá cho một mẻ liệu
Các phần kích thước nằm lại trên các mặt sàng và phần cỡ lọt sàng cuối cùng, sau khi thu được cần được cân trọng lượng với độ chính xác tới 0,1% khối lượng mẻ liệu. Tổng những khối lượng này không được chênh quá 2% so với khối lượng của mẻ liệu.
Khối lượng phần kích thước này phải được chuyển thành tỷ lệ phần trăm của tổng các phần kích thước đã thu được và hao hụt sẽ được ghi riêng (xem ví dụ ở hình 1).
Nếu phần kích thước lọt sàng bị hao hụt đến mức không thể bù đắp được, như trong một số kỹ thuật sàng, sẽ phải được nêu rõ trong biên bản; ở đây, các phần kích thước thu được liên quan đến khối lượng mẻ liệu.
7.5.2. Đánh giá cho nhiều mẻ liệu
Kết quả sàng mỗi mẻ liệu riêng lẻ được đánh giá như trong 7.5.1. Trong lần đánh giá cuối cùng, những phần kích thước này sẽ được chuyển thành tỷ lệ phần trăm của tổng số các phần kích thước đã thu được.
7.5.3. Khả năng lặp lại kết quả
Khả năng lặp lại kết quả, tức là độ chênh lệch cho phép giữa hai lần phân tích độc lập, được quy định trong tiêu chuẩn liên quan hoặc quy định bởi các bên liên quan.
8.1. Trình bày bằng bảng
8.1.1. Trình bày tổng quát
Hình 1 là một ví dụ về phương pháp ghi chép kết quả phân tích sàng kiểm ở dạng bảng.
Trong phần đầu của biên bản kết quả thử nghiệm phải ghi các thông tin sau:
a) vật liệu được sàng và điều kiện của chúng;
b) phương pháp sàng
c) kích thước và hình dáng của khung sàng;
d) loại tấm sàng;
e) hình dạng của lỗ sàng;
f) ký hiệu sàng, ví dụ như các ký hiệu tiêu chuẩn quốc gia và mã số sàng.
g) thời gian sàng.
Trong phần cuối của biên bản kết quả thử nghiệm phải bao gồm các thông tin sau:
a) các loại sàng kiểm, được gọi tên theo kích thước danh nghĩa lỗ sàng, tính bằng milimét hoặc micromét;
b) các phần kích thước sàng, dưới dạng khối lượng và một tỷ lệ phần trăm của tổng các phần kích thước lọt sàng cuối cùng;
c) ghi tỷ lệ phần trăm của phần kích thước dưới tích lũy; hoặc ghi lại tỷ lệ phần trăm của phần kích thước trên của vật liệu;
d) khối lượng ban đầu và tổng khối lượng các phần kích thước.
8.1.2. Sử dụng một sàng hoặc hai sàng
Quá trình phân tích yêu cầu phải sử dùng một hoặc hai sàng theo cách thức đơn giản hóa như sau:
a) Sử dụng một sàng
Phần vật liệu quá kích thước sàng hoặc lọt sàng sẽ được ghi lại dưới dạng tỷ lệ phần trăm về khối lượng của tổng hai phần kích thước, phần quá kích thước và phần kích thước lọt sàng.
b) Sử dụng hai sàng
Vật liệu quá kích thước sàng có thể được dùng để xác định tỷ lệ các vật liệu thô hơn và mịn hơn kích thước của hai sàng, hoặc để xác định tỉ lệ rơi giữa hai giới hạn đó.
Các tỷ lệ sẽ được ghi lại dưới dạng tỷ lệ phần trăm khối lượng.
Ví dụ:
Kích thước hạtmm | Khối lượng phần kích thước(dưới dạng tỷ lệ phần trăm của tổng khối lượng các phần kích thước) |
| Lớn hơn 2 (kích thước trên) | 5 |
| Giữa 2 và 1 (kích thước trên) | 75 |
| Nhỏ hơn 1 (kích thước dưới cuối cùng) | 20 |
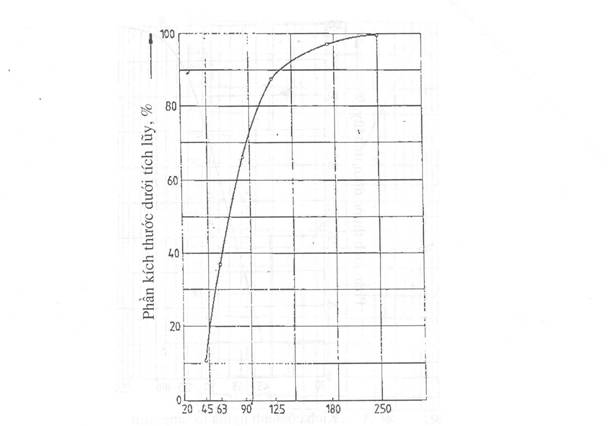
8.2. Trình bày bằng đồ thị
Khi kết quả sàng kiểm được trình bày bằng đồ thị, hai trục tọa độ được dùng như sau:
a) trục hoành: kích thước danh nghĩa lỗ sàng, bắt đầu từ kích thước nhỏ nhất;
b) trục tung: tỷ lệ phần trăm tích lũy của hạt kích thước lọt sàng hoặc quá kích thước, khi tăng các giá trị từ gốc.
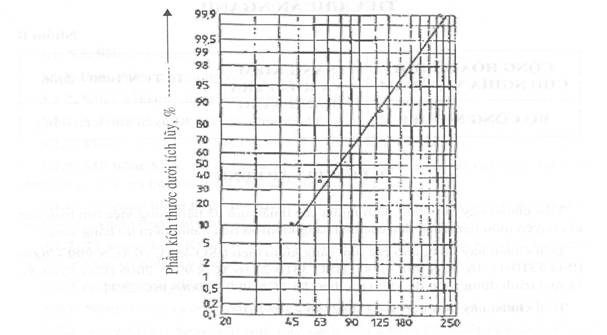
Kết quả có thể được vẽ dưới dạng như hệ tọa độ tuyến tính (xem hình 2), hệ tọa độ tuyến tính/ lôgarít (xem hình 3) hoặc hệ tọa độ xác suất / lôgarít (xem hình 4); các thang đo hàm số khác có thể được dùng nhưng việc áp dụng các thang đo đó nằm ngoài phạm vi điều chỉnh của tiêu chuẩn này.
| Vật liệu: Cát thạch anh, khô Phương pháp sàng: Khô ý Ướt o | Dấu xác nhận của sàng: ISO 565 (16TCN...............) Bằng tay: o Bằng máy: ý Loại: xyz |
| Kích thước và hình dạng sàng kiểm : 200mm Tròn ý |
Vuông o |
| Tấm sàng: Lưới kim loại Tấm đục lỗ Tấm tạo lỗ bằng điện | ý
o |
| Thời gian sàng: 20 phút bằng bộ sàng lồng ghép |
|
| 1 | 2 | 3 | 4 | 5 |
| Kích thước hạt, | Các phần kích thước của sàng | Kích thước danh nghĩa lỗ sàng, mm | Lượng lọt sàng tích lũy | |
| G | % | |||
| d ³ 250 | 0,04 | 0,1 | 250 | 99,9 |
| 250 ³ d > 180 | 1,3 | 2,9 | 180 | 97 |
| 180 ³ d > 125 | 4,23 | 9,5 | 125 | 87,5 |
| 125 ³ d > 90 | 9,44 | 21,2 | 90 | 66,3 |
| 90 ³ d > 63 | 13,1 | 29,4 | 63 | 36,9 |
| 63 ³ d > 45 | 11,56 | 26 | 45 | 10,9 |
| d £ 45 | 4.87 | 10,9 | Phần kích thước lọt sàng cuối cùng | |
Tổng cộng | 44,54 | 100 | ||
| Khối lượng ban đầu: 44,70g Tổng khối lượng các phần kích thước: 44,54g Hao hụt: 0,16g = 0,36%. | ||||
Chú thích: Ví dụ nêu trên dùng để minh họa cho phương pháp trình bày kết quả, không phải là chỉ dẫn về thời gian sàng v.v.. Những thông tin này sẽ được xác định theo mục 7.
Hình 1: Ví dụ về kết quả thử nghiệm hoàn chỉnh
Kích cỡ danh nghĩa lỗ sàng, mm
Hình 2: Ví dụ đồ thị minh họa kết quả sàng kiểm tra (phần kích thước dưới tích lũy) trên hệ tọa độ xác suất/lôgarit. (Số liệu lấy từ ví dụ về biểu mẫu kết quả thử nghiệm được trình bày ở hình 1).

Kích cỡ danh nghĩa lỗ sàng, mm
Hình 3: Ví dụ đồ thị minh họa kết quả sàng kiểm tra (đồ thị kích thước hạt lọt sàng tích lũy) trên hệ tọa độ tuyến tính / lôgarít (số liệu lấy từ ví dụ về biểu mẫu kết quả thử nghiệm thể hiện ở hình 1).
![]() Kích cỡ danh nghĩa lỗ sàng, mm - - - - -
Kích cỡ danh nghĩa lỗ sàng, mm - - - - -
Hình 4: Ví dụ đồ thị minh họa kết quả sàng kiểm tra (đồ thị kích thước hạt lọt sàng tích lũy) trên hệ tọa độ xác suất/lôgarít (số liệu lấy từ ví dụ về biểu mẫu kết quả thử nghiệm thể hiện ở hình 1).
Nhóm B
| CỘNG HÒA XÃ HỘI | 16 TCN 1000 – 2006 | |
| BỘ CÔNG NGHIỆP | Khuyến khích áp dụng |
Tiêu chuẩn này quy định định nghĩa các thuật ngữ để tiện trong việc tìm hiểu các từ chuyên môn liên quan đến các loại sàng kiểm và tiến hành kiểm tra bằng sàng.
Tiêu chuẩn này dùng cho các loại sàng kiểm theo (ISO 454), 16TCN 999-2006 (ISO 3310-1), 16TCN 998-2006(ISO 3310-2) 16TCN 997 - 2006 (ISO 3310-3), và quá trình dùng sàng để kiểm tra theo 16TCN 999-2006 (ISO 2591-1).
Tiêu chuẩn này phù hợp với ISO 2395 - 1987 (E)
16 TCN 995 - 2006 (ISO 565), Sàng kiểm - lưới kim loại, tấm kim loại đục lỗ và tấm kim loại tạo hình bằng điện - kích thước danh nghĩa mắt sàng.
16 TCN 999 - 2006 (ISO 2591-1), Sàng kiểm - Phương pháp sử dụng sàng kiểm làm bằng lưới kim loại và tấm kim loại đục lỗ.
16 TCN 996 - 2006(ISO 3310-1), Sàng kiểm - Yêu cầu kỹ thuật và kiểm tra - Phần 1: Sàng kiểm làm bằng lưới kim loại.
16 TCN 998 - 2006 (ISO 3310-2), Sàng kiểm - Yêu cầu kỹ thuật và kiểm tra - Phần 2: Sàng kiểm làm bằng tấm kim loại đục lỗ.
16 TCN 997 - 2006 (ISO 3310-3), Sàng kiểm - Yêu cầu kỹ thuật và kiểm tra - Phần 3: Sàng kiểm làm bằng tấm kim loại tạo lỗ bằng điện.
ISO 9045: 1990, Sàng công nghiệp và công việc sàng bằng sàng công nghiệp - Thuật ngữ.
3.1. Vật liệu cần sàng
3.1.1. Hạt: Phần vật liệu rời rạc phân bổ ở nhiều kích thước
3.1.2. Khối kết tụ: Nhiều hạt dính lại với nhau.
3.1.3. Mẫu: Một phần đại diện của vật liệu được lấy theo khối lượng
3.1.4. Mẫu thử nghiệm: Mẫu dùng trong quá trình thử nghiệm.
3.1.5. Mẻ liệu: Mẫu thử nghiệm, hoặc một phần của mẫu thử nghiệm, đặt trên một sàng kiểm tra hoặc trên một bộ sàng lồng.
3.1.6. Tỷ trọng hàng hóa biểu kiến: Khối lượng mẻ liệu được chia theo thể tích ở thời điểm nằm trên mặt sàng.
3.1.7. Tỷ trọng hạt: Khối lượng của phần nhỏ hạt chia theo thể tích của hạt nằm trên mắt sàng có tính đến các phần hạt nằm sát mắt sàng.
3.2. Các loại sàng kiểm
3.2.1. Sàng: Dụng cụ dùng để sàng lọc, gồm một tấm sàng gắn trong một khung.
3.2.2. Sàng kiểm: Sàng đáp ứng quy cách tiêu chuẩn kỹ thuật của sàng kiểm dùng để phân tích cỡ hạt bằng cách sàng lọc.
3.2.3. Sàng kiểm đã được chứng nhận: Sàng kiểm đã được một cơ quan có thẩm quyền cấp giấy chứng nhận, được công nhận đáp ứng các tiêu chuẩn kỹ thuật.
3.2.4. Sàng kiểm phù hợp: Sàng kiểm tái tạo lại kết quả của sàng kiểm chính trong phạm vi nhất định, đối với một loại vật liệu nhất định.
3.2.5. Bộ sàng kiểm đầy đủ: Tất cả các sàng kiểm có cùng loại tấm sàng, phù hợp quy cách tiêu chuẩn kỹ thuật.
3.2.6. Bộ sàng kiểm lồng ghép: Một bộ gồm hai sàng kiểm tra hoặc nhiều hơn lắp vào nhau theo kích thước lỗ sàng từ nhỏ đến lớn có một nắp đậy và một đáy hứng.
3.2.7. Chiều sâu sàng, H1: Khoảng cách giữa vành trên của sàng với mặt sàng (xem hình 1).
3.2.8. Chiều cao sàng, H2: Khoảng cách giữa vành đỉnh và vành đáy của sàng (xem hình 1).
3.2.9. Nắp, vung: Thiết bị lắp khít vào phía trên sàng để ngăn ngừa không để vật liệu được sàng vương vãi ra ngoài.
3.2.10. Đáy hứng, đĩa hứng, chảo hứng: Thiết bị lắp khít vào bên dưới sàng để hứng toàn bộ vật liệu lọt qua mắt sàng.
3.2.11. Khung: Thiết bị đỡ mặt sàng xung quanh chu vi của nó nhằm hạn chế rơi vãi ra ngoài vật liệu đang sàng
3.2.12. Tấm sàng: Bề mặt có các lỗ thủng với kích thước và hình dạng giống nhau được bố trí đều đặn.
3.2.13. Lưới: Tấm sàng, được tạo ra bằng một quá trình đan lưới. Dây lưới tạo thành hình các lỗ sàng vuông có cùng kích cỡ.
3.2.14. Tấm đục lỗ: Tấm sàng gồm nhiều lỗ giống nhau bố trí đều đặn. Các lỗ này có thể có dạng hình tròn hoặc hình vuông.
3.2.15. Tấm tạo lỗ bằng điện: Tấm sàng làm bằng kim loại có các lỗ tròn hoặc vuông được tạo ra bằng phương pháp điện hóa.
3.2.6. Kích thước lỗ sàng: Kích thước xác định trên lỗ hổng trong tấm sàng.
3.2.17. Bước sàng:
(1) Đối với tấm lưới là khoảng cách giữa các trục của hai dây cạnh nhau theo chiều dọc hoặc chiều ngang.
(2) Đối với tấm đục lỗ và tấm tạo lỗ bằng điện là khoảng cách giữa hai điểm tương ứng của hai lỗ cạnh nhau.
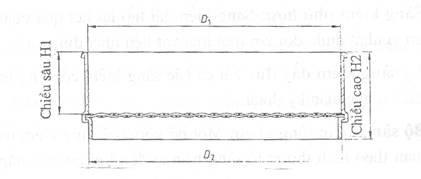
Hình 1: Mặt cắt sàng
3.2.18. Tỷ lệ phần trăm của diện tích lổ hổng
(1) Đối với tấm lưới và tấm tạo lỗ bằng điện là tỷ lệ của tổng diện tích của các lỗ sàng so với tổng diện tích của tấm lưới hoặc bản kim loại.
(2) Đối với tấm đục lỗ là tỷ lệ của tổng diện tích các lỗ so với tổng diện tích của phần đục lỗ của tấm sàng (không tính các phần không đục lỗ).
3.2.19. Đường kính sợi: Đường kính sợi trong tấm lưới, như đã đo trước khi đan.
3.2.20. Kiểu đan: Các sợi dọc và sợi ngang được đan xen qua nhau.
3.2.21. Sợi dọc: Tất cả các sợi chạy theo chiều dài của tấm đan.
3.2.22. Sợi ngang, nan ngang: Tất cả các sợi chạy theo chiều ngang của tấm đan.
3.2.23. Đan kiểu nong mốt: Kiểu đan mà mỗi sợi dọc đều lần lượt đi qua từng sợi ngang và ngược lại (xem hình 2).
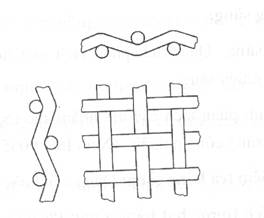
Hình 2: Đan nong mốt
3.2.24. Đan kiểu nong đôi: Kiểu đan mà mỗi sợi dọc đều lần lượt đi lên trên rồi xuống dưới hai sợi ngang và ngược lại (xem hình 3).
Hình 3: Đan kiểu nong đôi
3.2.25. Chiều dày tấm sàng: Chiều dày của tấm sàng trước khi đục lỗ.
3.2.26. Chiều rộng bắc cầu, bề ngang: Khoảng cách giữa các cạnh gần nhất với hai lỗ cạnh nhau trên một tấm đục lỗ hoặc tấm tạo lỗ bằng điện.
3.2.27. Lề: Một dải không đục lỗ nằm ở biên tấm đục lỗ hoặc tấm tạo lỗ bằng điện.
Chú thích: Chiều rộng của lề được đo giữa mép của tấm sàng và đường nối các điểm ngoài cùng của hàng lỗ cạnh rìa.
3.2.28. Mặt đục lỗ: Bề mặt của tấm sàng mà lỗ sàng được đục từ đó.
3.3. Kiểm tra bằng sàng:
3.3.1. Thực hiện sàng: Quá trình phân tách một hỗn hợp các hạt theo kích thước bằng một hoặc nhiều sàng.
Chú thích: Quá trình phân tách các hạt nhằm các mục đích công nghiệp được gọi là “sàng lọc bằng sàng công nghiệp” (Xem ISO 9045).
3.3.2. Tiến hành kiểm tra bằng sàng: Dùng một hoặc nhiều sàng để kiểm tra.
3.3.3. Phân tích kích thước hạt bằng sàng: Phân tách một mẫu vật liệu cụ thể bằng sàng kiểm và báo cáo kết quả.
3.3.4. Sàng tay: Sàng bằng một sàng hoặc một bộ sàng lồng được đỡ và lắc bằng tay.
3.3.5. Sàng máy: Sàng bằng một sàng hoặc một bộ sàng lồng được lắc bằng máy.
3.3.6. Sàng khô: Sàng không chứa chất lỏng.
3.3.7. Sàng ướt: Sàng có chất lỏng hỗ trợ.
3.3.8. Tốc độ sàng: Khối lượng vật liệu lọt qua một sàng trong từng khoảng thời gian nhất định.
3.3.9. Điểm cuối: Thời điểm mà sau đó sàng tiếp thì vật liệu cũng không lọt qua đủ để thay đổi kết quả một cách đáng kể.
Chú ý: Điểm cuối được quy định trong các tiêu chuẩn cụ thể cho từng loại vật liệu, về tốc độ sàng, độ trong của chất lỏng trong quá trình sàng ướt.
3.3.10. Bít lỗ: Các hạt mắc lại trong các lỗ sàng.
3.3.11. Lấp, tắc: Các hạt rất nhỏ dính vào bề mặt tấm sàng, làm lỗ sàng hẹp lại hoặc bịt lại hoàn toàn.
3.3.12. Phần kích thước vật liệu: Giới hạn giữa hai kích thước vật liệu chứa các hạt nằm trong phạm vi đó.
3.4. Biểu diễn kết quả
3.4.1. Kích thước hạt; kích cỡ sàng đối với hạt: Kích thước lỗ sàng nhỏ nhất mà hạt vật liệu sẽ lọt qua ở tư thế thuận lợi nhất.
3.4.2. Hạt có kích thước gần bằng: Hạt có kích thước xấp xỉ gần bằng kích thước lỗ sàng.
3.4.3. Hạt lọt sàng; hạt mịn: Phần mẻ liệu lọt qua lỗ sàng nói trên.
3.4.4. Hạt quá kích thước phần dư: Phần của mẻ liệu không lọt qua lỗ sàng nói trên.
3.4.5. Đường đồ thị phân kích thước: Dùng đồ thị để mô tả kết quả phân tích cỡ hạt.
3.4.6. Đường đồ thị phân bố hạt quá kích thước tích lũy: Đường cong thu được bằng cách vẽ tổng tỷ lệ phần trăm tích lũy theo trọng lượng của phần còn lại trên từng sàng trong toàn bộ sàng so với kích thước lỗ của sàng tương ứng.
3.4.7. Đường đồ thị phân bố hạt lọt sàng tích lũy: Đường cong thu được bằng cách vẽ tổng tỷ lệ phần trăm tích lũy theo trọng lượng lọt qua từng sàng trong toàn bộ sàng so với kích thước lỗ của sàng tương ứng.
B
Bề dày tấm sàng............................... 3.2.25
Bề ngang.......................................... 3.2.26
Bít lỗ................................................. 3.3.10
Bộ sàng kiểm đầy đủ......................... 3.2.5
Bộ sàng kiểm lồng ghép...................... 3.2.6
Bước sàng........................................ 3.2.17
C
Chảo hứng........................................ 3.2.10
Chiều cao sàng................................... 3.2.8
Chiều rộng bắc cầu............................ 3.2.26
Chiều sâu sàng................................... 3.2.7
Thực hiện sàng kiểm .......................... 3.3.2
Công tác sàng.................................... 3.3.1
Cỡ sàng của một hạt........................... 3.4.1
Đ
Đan kiểu nong đôi............................. 3.2.24
Đan kiểu nong mốt............................ 3.2.23
Đáy hứng.......................................... 3.2.10
Điểm cuối........................................... 3.3.9
Đường đồ thị phân bố kích thước........ 3.4.5
Đường đồ thị phân bố hạt quá kích thước tích lũy 3.4.6
Đường kính sợi................................. 3.2.19
H
Hạt kích thước lọt sàng...................... 3/2/2-
Hạt kích thước gần bằng..................... 3.4.2
Hạt mịn............................................... 3.4.3
Hạt quá kích thước.............................. 3.4.4
Hạt..................................................... 3.1.1
K
Khối kết tụ.......................................... 3.1.2
Khung............................................... 3.2.11
Kiểu đan........................................... 3.2.20
Kích thước hạt.................................... 3.4.1
Kích thước lỗ.................................... 3.2.16
L
Lấp lỗ............................................... 3.3.11
Lề..................................................... 3.2.27
Lưới đan........................................... 3.2.13
M
Mặt đục lỗ......................................... 3.2.28
Mật độ hạt.......................................... 3.1.7
Mẫu kiểm tra...................................... 3.1.4.
Mẫu.................................................... 3.1.3
Mẻ liệu................................................ 3.1.5
Nắp sàng............................................ 3.2.9
P
Phân tích kích thước hạt bằng sàng... 3.3.10
Phần dư............................................. 3.4.4
Phần tỷ lệ chia theo kích thước.......... 3.3.12
T
Tấm sàng.......................................... 3.2.12
Tắc sàng........................................... 3.3.11
Tấm sàng đục lỗ................................ 3.2.14
Tấm tạo lỗ bằng điện......................... 3.2.15
Tốc độ sàng....................................... 3.3.8
Tỷ lệ phần trăm diện tích lỗ................ 3.2.18
Tỷ trọng hàng hóa biểu kiến................. 3.1.6
S
Sàng.................................................. 3.2.1
Sàng máy........................................... 3.3.5
Sàng tay............................................. 3.3.4
Sàng kiểm ......................................... 3.2.2
Sàng kiểm đã được chứng nhận.......... 3.2.3
Sàng kiểm phù hợp............................. 3.2.4
Sàng ướt............................................ 3.3.7
Sàng ướt............................................ 3.3.7
Sợi dọc............................................ 3.2.21
Sợi ngang......................................... 3.2.22
Nhóm B
| CỘNG HÒA XÃ HỘI | 16 TCN 1001 - 2006 | |
BỘ CÔNG NGHIỆP | Khuyến khích áp dụng |
Tiêu chuẩn này quy định phương pháp lấy mẫu, chuẩn bị mẫu và phân tích bằng sàng để phân loại kích thước trong một lô hàng gửi bán hoặc một lô các loại hợp kim fero hoặc có cỡ hạt lớn hơn hoặc bằng 40mm.
16 TCN 995 - 2006 (ISO 565), Sàng kiểm - lưới kim loại, tấm kim loại đục lỗ và tấm tạo lỗ bằng điện - kích thước danh nghĩa của lỗ sàng;
16 TCN 999 - 2006 (ISO 2591), Sàng kiểm;
(ISO 3310), Sàng kiểm - Yêu cầu kỹ thuật và kiểm tra;
16 TCN 996 - 2006 - Phần 1: Lưới kim loại
16 TCN 998 - 2006 - Phần 2: Tấm kim loại đục lỗ
16 TCN 992 - 2006 (ISO 3713), Hợp kim fero - Lấy mẫu và kiểm tra mẫu - Quy tắc chung
Định nghĩa thuật ngữ “lô hàng”, “lô hàng gửi”, “lượng gia”, “mẫu gộp”, “mẫu phân chia”, “mẫu kiểm tra” và “kích thước danh nghĩa lớn nhất”, xem 16 TCN 992 - 2006 (ISO 3713).
Ngoài ra, tiêu chuẩn này còn dùng các định nghĩa sau:
3.1. Mẫu kích thước: Mẫu được lấy để xác định phân loại kích thước của một lô hàng gửi bán hay một phần của lô hàng gửi bán.
3.2. Mẻ liệu: Số lượng hợp kim fero cần được kiểm tra để đánh giá chất lượng tại một thời điểm trên một sàng đơn hoặc một bộ sàng lồng.
3.3. Đặt vật liệu bằng tay: Thao tác sàng trong đó các hạt hợp kim fero nằm trên một sàng được sàng lọc và các hạt (các tảng1)) vật liệu còn lại trên mặt sàng được dẫn hướng bằng tay sao cho thấy rõ các hạt có khả năng lọt sàng. Theo cách xác định này thì các hạt có kiến thức lớn sẽ nằm lại trên mặt sàng.
3.4. Phân chia kích thước: Một phần của mẫu kiểm tra được phân tách bằng sàng đôi có kích thước lỗ x mm và y mm trong đó x > y, hay với một sàng đơn có kích thước cỡ lỗ x mm (hay y mm). Phần được phân tách bằng sàng đôi được ký hiệu là - x + y mm và phần được phân tách bằng sàng đơn được ký hiệu là +x mm hay - x mm (+ y mm hay - y mm).
3.5. Kích thước trên: Một phần của mẫu kiểm tra còn nằm lại trên sàng có kích thước x mm; được ký hiệu là + x mm.
3.6. Kích thước dưới: Một phần của mẫu kiểm tra lọt qua sàng có kích thước y mm; được ký hiệu là - y mm.
3.7. Phân bố kích thước: là sự phân nhóm mang tính định lượng đối với các hạt trong một mẫu theo kích thước của chúng, được biểu thị bằng tỷ lệ phần trăm của khối lượng lọt qua hoặc còn lại nằm trên sàng đã chọn so với tổng khối lượng mẫu.
3.8. Nguyên công sàng: Quá trình phân tách một hỗn hợp các hạt theo kích thước bằng một hay nhiều sàng.
3.9. Sàng tay: Khi thao tác, sàng (hay một bộ sàng) được đỡ và lắc bằng tay.
3.10. Sàng bằng tay có hỗ trợ: Khi thao tác, sàng (hoặc một bộ sàng) được đỡ bằng máy nhưng lắc bằng tay.
3.11. Sàng máy: Khi thao tác, sàng (hoặc một bộ sàng) được đỡ và lắc bằng máy.
3.12. Sàng theo mẻ: Sản phẩm khi sàng tay hoặc sàng máy là phần còn lại nằm trên một mặt sàng hoặc bộ sàng lồng khi kết thúc kiểm tra; số hạt tiếp xúc với lỗ sàng tùy thuộc vào thời gian sàng.
Sàng theo mẻ thường được thực hiện bằng một bộ sàng lồng.
3.13. Sàng liên tục: Khi thao tác, hợp kim fero liên tục được nạp vào một hoặc nhiều mặt sàng liên tiếp và sản phẩm lọt qua các bề mặt đó được tháo ra liên tục.
Độ chính xác tổng là một số đo của các độ chính xác khi lấy mẫu, phân chia mẫu và đo lường. Nó được biểu diễn bằng hai lần sai số tiêu chuẩn của tất cả các lần lấy mẫu, phân chia mẫu và phân tích bằng sàng (xem phụ lục).
Phân bố kích thước của một hợp kim fero được xác định theo tỷ lệ phần trăm khối lượng vật liệu còn sót lại sau sàng khi sàng nằm giữa hoặc lọt hết qua sàng của bộ sàng lồng được chọn để kiểm tra. Không phải tất cả các tỷ lệ phần trăm này đều có cùng một độ chính xác.
Tiêu chuẩn này quy định độ chính xác tổng + bSDM, nằm trong các giá trị quy định trong bảng 1 và bảng 2 dưới dạng hàm của khối lượng lô hàng được lấy mẫu (tính bằng tấn), trong đó bSDM là độ chính xác tổng có mức độ tin cậy 95%.
Các giá trị khác của độ chính xác tổng được tính toán theo công thức và số liệu nêu trong phụ lục có thể được quy định theo thỏa thuận giữa các bên liên quan (xem phụ lục).
Bảng 1: Độ chính xác tổng khi xác định kích thước trên sàng và kích thước dưới sàng trong lô hàng gửi bán FeCr, FeSiCr, FeSi, FeSiMn, FeMn
| Khối lượng lô hàng T | Độ chính xác tổng + bSDM, % (khối lượng) | ||||
| Kích thước trên | Kích thước dưới | ||||
| Lớn hơn | Nhỏ hơn hoặc bằng | Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Nhỏ hơn hoặc bằng 5 | Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Nhỏ hơn hoặc bằng 20 |
| 5 000 | 10 000 | 3,1 | 1,2 | 2,0 | 2,6 |
| 2 500 | 5 000 | 3,2 | 1,2 | 2,1 | 2,7 |
| 1 000 | 2 500 | 3,3 | 1,2 | 2,1 | 2,7 |
| 500 | 1 000 | 3,4 | 1,3 | 2,1 | 2,8 |
| 250 | 500 | 3,5 | 1,3 | 2,2 | 2,9 |
| 100 | 250 | 3,7 | 1,3 | 2,3 | 3,0 |
| 50 | 100 | 3,8 | 1,4 | 2,3 | 3,1 |
| 25 | 50 | 4,1 | 1,5 | 2,5 | 3,3 |
| 10 | 25 | 4,8 | 1,7 | 2,8 | 3,9 |
| 5 | 10 | 5,3 | 1,8 | 3,1 | 4,3 |
|
| 5 | 6,1 | 2,0 | 3,4 | 4,8 |
Bảng 2: Độ chính xác tổng khi xác định kích thước trên và kích thước dưới sàng ở các lô hàng gửi FeW, FeMo, FeNb, FeTi, FeV, FeB
| Khối lượng lô hàng, T | Độ chính xác tổng, +bSDM, % (khối lượng) | ||||
| Kích thước trên | Kích thước dưới | ||||
| Lớn hơn | Nhỏ hơn hoặc bằng | Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Nhỏ hơn hoặc bằng 5 | Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Nhỏ hơn hoặc bằng 20 |
| 40 | 64 | 3,3 | 1,2 | 2,1 | 2,7 |
| 25 | 40 | 3,5 | 1,3 | 2,2 | 2,9 |
| 16 | 25 | 3,7 | 1,3 | 2,3 | 3,0 |
| 10 | 16 | 3,9 | 1,4 | 2,4 | 3,2 |
| 5 | 10 | 4,2 | 1,5 | 2,5 | 3,4 |
| 3 | 5 | 4,7 | 1,6 | 2,7 | 3,7 |
| 1 | 3 | 5,1 | 1,7 | 2,9 | 4,1 |
| 0,5 | 1 | 5,7 | 1,9 | 3,2 | 4,5 |
|
| 0,5 | 6,6 | 2,2 | 3,7 | 5,2 |
5.1. Quy tắc chung
Quy tắc chung theo 16TCN 992 - 2006 (ISO 3713).
5.1.1. Khối lượng của một lượng gia được xác định là hàm của tỷ trọng biểu kiến và kích thước danh nghĩa lớn nhất của hợp kim fero trong một lô hàng gửi nhằm tránh thiên lệch trong khi chuẩn bị mẫu gộp để phân tích bằng sàng.
5.1.2. Số lượng lượng gia được xác định là hàm của tính hỗn tạp của hợp kim fero tùy theo tỷ lệ phần kích thước kiểm tra và độ chính xác lấy mẫu cần thiết.
5.1.3. Mẫu gộp để phân tích bằng sàng sẽ không thay đổi trong mọi thao tác lấy mẫu và chuẩn bị mẫu.
5.2. Khối lượng lượng gia
5.2.1. Tùy thuộc vào kích thước danh nghĩa lớn nhất của một lô hàng gửi bán và giá trị của tỷ trọng biểu kiến, khối lượng lượng gia không được nhỏ hơn số liệu nêu trong bảng 3.
Tỷ trọng biểu kiến của một hợp kim fero sẽ được coi như một tiêu chuẩn để tính đến đại lượng này ở một nhóm.
Hệ số biến đổi của khối lượng lượng gia lấy từ một lô hàng gửi bán hoặc lô hàng không được vượt quá 20%.
5.2.2. Khối lượng của một lượng gia không được nhỏ hơn 0,3kg.
5.2.3. Các lượng gia có khối lượng lớn hơn khối lượng nêu trong bảng 3 sẽ được lấy dễ dàng từ một thao tác cắt qua thiết diện hợp kim trong quá trình sản xuất, ví dụ bằng cách:
a) lấy toàn bộ các vật liệu từ một vị trí nhất định trên một băng chuyền đang dừng, chiều dài của vị trí lấy mẫu không được nhỏ hơn 3 lần kích thước lớn nhất của phần hợp kim đi qua;
b) lấy toàn bộ phần bên trong của một hoặc nhiều đơn vị đóng gói.
Bảng 3: Khối lượng lượng gia là hàm của kích thước danh nghĩa lớn trong một lô hàng gửi bán.
| Kích thước danh nghĩa lớn nhất mm | Khối lượng, kg | ||||
| Nhóm 11) | Nhóm 22) | Nhóm 33) | |||
| 315 | - | 337 | 81 | ||
| 200 | - | 164 | 46 | ||
| 150 | - | 104 | 32 | ||
| 100 | 79 | 55 | 19 | ||
| 75 | 48 | 35 | 13 | |
| 50 | 24 | 18 | 8 | |
| 35 | 13 | 10 | 5 | |
| 25 | 7 | 6 | 3 | |
| 10 | 1,5 | 1,4 | 1,1 | |
| 6,3 | 0,7 | 0,7 | 0,6 | |
| 3,15 | 0,3 | 0,3 | 0,3 | |
| 2 | 0,3 | 0,3 | 0,3 | |
5.3. Số lượng lượng gia
Số lượng tối thiểu lượng gia để có độ chính xác đã nêu khi lấy mẫu là hàm của khối lượng lô hàng tương ứng với số liệu nêu trong bảng 4 và 5.
Bảng 4: Số lượng tối thiểu lượng gia và độ chính xác khi lấy mẫu đối với
FeCr, FeSiCr, FeSi, FeSiMn, FeMn
| Khối lượng lô hàng gửi bán,T | Số lượng tối thiểu lượng gia | Độ chính xác khi lấy mẫu | ||||
Lớn hơn | Nhỏ hơn hoặc bằng | Kích thước trên | Kích thước dưới | |||
| Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Nhỏ hơn hoặc bằng 5 | Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Lớn hơn 10 và nhỏ hơn hoặc bằng 20 | |||
| 5 000 | 10 000 | 33 | 2,5 | 0,8 | 1,3 | 1,9 |
| 2 500 | 5 000 | 30 | 2,6 | 0,8 | 1,4 | 2,0 |
| 1 000 | 2 500 | 28 | 2,7 | 0,8 | 1,4 | 2,1 |
| 500 | 1 000 | 25 | 2,8 | 0,9 | 1,5 | 2,2 |
| 250 | 500 | 23 | 2,9 | 0,9 | 1,6 | 2,3 |
| 100 | 250 | 20 | 3,2 | 1,0 | 1,7 | 2,4 |
| 50 | 100 | 18 | 3,3 | 1,1 | 1,8 | 2,6 |
| 25 | 50 | 15 | 3,7 | 1,2 | 1,9 | 2,8 |
| 10 | 25 | 10 | 4,5 | 1,4 | 2,4 | 3,5 |
| 5 | 10 | 8 | 5,0 | 1,6 | 2,6 | 3,9 |
|
| 5 | 6 | 5,8 | 1,8 | 3,1 | 4,5 |
Bảng 5: Số lượng tối thiểu lượng gia và độ chính xác khi lấy mẫu đối với
FeW, FeMo, FeTi, FeV, FeB, FeNb
| Khối lượng lô hàng gửi bán, T | Số lượng tối thiểu lượng gia | Độ chính xác khi lấy mẫu +bS, % (khối lượng) | ||||
Lớn hơn | Nhỏ hơn hoặc bằng | Kích thước trên | Kích thước dưới | |||
| Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Nhỏ hơn hoặc bằng 5 | Lớn hơn 5 và nhỏ hơn hoặc bằng 10 | Lớn hơn 10 và nhỏ hơn hoặc bằng 20 | |||
| 40 | 64 | 28 | 2,7 | 0,8 | 1,4 | 2,1 |
| 25 | 40 | 24 | 2,9 | 0,9 | 1,5 | 2,2 |
| 16 | 25 | 20 | 3,2 | 1,0 | 1,7 | 2,4 |
| 10 | 16 | 17 | 3,4 | 1,1 | 1,8 | 2,7 |
| 5 | 10 | 14 | 3,8 | 1,2 | 2,0 | 2,9 |
| 3 | 5 | 11 | 4,3 | 1,3 | 2,3 | 3,3 |
| 1 | 3 | 9 | 4,7 | 1,5 | 2,5 | 3,6 |
| 0,5 | 1 | 7 | 5,3 | 1,7 | 2,8 | 4,1 |
|
| 0,5 | 5 | 6,3 | 2,0 | 3,3 | 4,9 |
5.4. Thiết bị lấy mẫu lượng gia
5.4.1. Thiết bị lấy mẫu lượng gia sẽ được lựa chọn dựa trên tính chất vật lý và cơ học của hợp kim fero sao cho không làm thay đổi sự phân bố kích thước của nó.
Có thể sử dụng các thiết bị sau:
a) thiết bị cơ khí để lấy mẫu lượng gia từ dòng chảy hợp kim fero trong quá trình sản xuất;
b) xẻng bằng thép hay một cái gầu xúc;
c) thùng lấy mẫu;
d) dụng cụ dò.
5.4.2. Thiết bị lấy mẫu lượng gia theo ISO 3713 (16TCN 992-2006).
5.5. Chuẩn bị lấy mẫu
Chuẩn bị lấy mẫu theo ISO 3713 (16TCN 992 - 2006).
5.6. Phương pháp lấy mẫu lượng gia
Phương pháp lấy mẫu lượng gia theo ISO 3713 (16TCN 992-2006).
6.1. Yêu cầu chung
6.1.1. Các hợp kim fero dễ nứt vỡ khi vận chuyển sẽ được phân tích bằng sàng ở địa điểm gần nơi lấy mẫu.
6.1.2. Mẫu để phân tích bằng sàng có thể được chia thành từng phần nhỏ thông qua sàng sơ bộ theo cỡ hạt (tảng) như sau:
a) trên 100mm;
b) trên 25mm đến và bằng 100mm;
c) trên 10mm đến và bằng 25mm;
d) trên 3,15mm đến và bằng 10mm;
e) trên 1mm đến và bằng 3,15mm;
f) từ 1mm trở xuống.
6.1.3. Hợp kim có cỡ hạt lớn hơn 25mm sẽ được phân tích kích thước trong toàn bộ mẫu gộp.
6.1.4. Nhằm giảm bớt khối lượng công việc liên quan đến sàng có thể giảm khối lượng mẫu gộp khi phân tích bằng sàng của vật liệu có cỡ hạt 25mm trở xuống nếu nó lớn gấp hai lần giá trị nêu trong bảng 6.
Bảng 6: Khối lượng tối thiểu của mẫu kiểm tra
| Kích thước danh nghĩa lớn nhất | Khối lượng tối thiểu của một mẫu kiểm tra, kg | |
| Nhóm 1 và nhóm 2 | Nhóm 3 | |
| 25,0mm | 50 | 25 |
| 10,0mm | 25 | 15 |
| 3,15mm | 1,0 | 0,7 |
| 710mm | 0,5 | 0,3 |
| 125mm | 0,15 | 0,05 |
| 71mm | 0,10 | 0,05 |
6.1.4.1. Thực hiện phân chia khối lượng của một mẫu để phân tích bằng sàng theo các phương pháp quy định trong ISO 3713 (16TCN 992 - 2006).
6.1.5. Có thể tiến hành phân tách các hợp kim fero theo tỷ lệ bằng một trong các phương pháp sau:
a) sàng từng mẻ và liên tục bằng máy (xem 3.11, 3.12, 3.13);
b) sàng bằng tay theo 16 TCN 999 -2006 (ISO 2591);
c) đặt vật liệu bằng tay vào từng sàng riêng lẻ (xem 3.4); kích thước tối thiểu của mắt sàng được dùng là 25mm.
Sàng bằng tay toàn bộ mẫu để phân tích sàng được thực hiện trong điều kiện có thể kiểm soát được, tuân thủ nghiêm ngặt các yêu cầu quy định trong 16 TCN 999-2006 (ISO 2591) là phương pháp chính xác nhất để xác định sự phân bố kích thước của hợp kim.
6.1.6. Đối với hạt hợp kim có kích thước lớn hơn 25mm
a) Sẽ hình thành một lớp khối lượng mẻ liệu có bề dày không lớn hơn 2d (trong đó d là kích thước danh nghĩa lớn nhất, tính bằng mm) khi sàng từng mẻ;
b) Nạp vật liệu vào sàng trên để hình thành một lớp hợp kim fero có bề dày bằng kích thước danh nghĩa lớn nhất, khi sàng liên tục.
6.1.7. Đối với hợp kim fero có cỡ hạt 25mm trở xuống, thể tích mẻ liệu, quy trình sàng và thể tích tối đa của phần còn lại trên sàng sẽ tương ứng với số liệu quy định trong 16TCN 999-2006 (ISO 2951).
6.1.8. Xác định thời gian sàng bằng tỷ lệ kích thước theo phương pháp quy định trong 16TCN 999-2006 (ISO 2951).
Chỉ cần 2 hoặc 3 phút là đủ khi sàng các hợp kim fero có cỡ hạt dưới 20mm hay 10mm.
Thời gian sàng đối với hợp kim fero có cỡ hạt nhỏ hơn 3,15mm, có thể lâu hơn 10 phút. Thời gian này được xác định theo quy tắc điểm cuối quy định trong 16TCN 999-2006 (ISO 2591).
Khi không thể áp dụng quy tắc điểm cuối (tức là, khi sử dụng sàng liên tục hoặc sàng từng mẻ bằng máy), cần được các bên liên quan thỏa thuận về thời gian và điều kiện sàng.
6.2. Chuẩn bị mẫu gộp để phân tích bằng sàng
6.2.1. Mẫu hợp kim fero cần sàng để kiểm soát chất lượng trong trạng thái vật lý như khi lấy mẫu.
Cần làm khô mẫu gộp để phân tích bằng sàng khi bị ướt đến mức có thể thực hiện phân chia vật liệu.
6.2.2. Mẫu gộp được chuẩn bị để phân tích bằng sàng xem hình 1:
![]() Mẫu gộp để phân tích bằng sàng
Mẫu gộp để phân tích bằng sàng
![]() Cân
Cân
![]() Sấy khô (nếu cần thiết)
Sấy khô (nếu cần thiết)
![]() Phân chia tới khối lượng của mẫu kiểm tra
Phân chia tới khối lượng của mẫu kiểm tra
![]() Cân
Cân
Chia cho i mẻ liệu (nếu cần)
Hình 1: Sơ đồ chuẩn bị mẫu gộp để phân tích bằng sàng.
6.2.3. Trước khi sàng, thiết lập các nội dung sau (xem 6.1.2):
a) số lượng và các cỡ sàng tiếp theo được sử dụng.
b) thiết bị cần thiết (đối với sàng tay và sàng máy).
Số lượng sàng trong một bộ sàng lồng nên nhiều hơn số cần thiết nhằm xác định tỷ lệ các loại kích thước được kiểm soát, tránh quá tải vật liệu trên sàng cuối cùng. Trong trường hợp này, nên để sao cho tối đa là 5% hợp kim fero đọng lại ở sàng trên và không quá 25% hợp kim fero nằm giữa hai sàng bất kỳ.
6.3. Bộ dụng cụ phân tích bằng sàng
6.3.1. Sàng kiểm
6.3.1.1. Tấm sàng
Tấm sàng phải có các lỗ vuông kích thước theo 16TCN 995 - 2006 (ISO 565).
Đối với các hợp kim có tỷ trọng cao, nên chọn tấm sàng đục lỗ với kích thước lỗ từ 10 - 125mm, và tấm sàng đục lỗ hoặc lưới kim loại với kích thước lỗ từ 3,15 - 10mm. Khi kích thước cỡ lỗ nhỏ hơn 3,15mm thì dùng lưới kim loại.
Tránh sử dụng tuỳ tiện các loại tấm sàng vào mọi mục đích.
6.3.1.2. Khung sàng
Hình dạng và kích thước khung sàng theo 16 TCN 999 - 2006 (ISO 2591).
Khung sàng phải lồng khít vào nhau, có nắp và đáy hứng cùng loại. Khung phải trơn nhẵn và chỗ bịt phải được thiết kế sao cho tránh vật liệu bị mắc kẹt.
6.3.1.3. Chuẩn bị và sử dụng sàng
Chuẩn bị và sử dụng sàng theo 16 TCN 999 - 2006 (ISO 2591), độ chính xác của công tác này được kiểm tra và xác nhận theo quy định trong 16 TCN 999 - 2006 (ISO 3310).
6.3.2. Bộ dụng cụ sàng
Bất kỳ loại dụng cụ sàng nào cũng có thể được chấp nhận, miễn là kết quả đạt được khoảng 2% khi sàng tay trong các điều kiện có kiểm soát như quy định trong 16 TCN 999 - 2006 (ISO 2591).
6.3.3. Các thiết bị phụ trợ
6.3.3.1. Thiết bị xác định khối lượng
Thiết bị để xác định khối lượng phải có độ nhạy ít nhất 0,1% so với công suất của nó và mức chính xác đủ để khối lượng của mẫu kiểm tra và của mỗi phần kích cỡ được xác định tới độ chính xác 0,15% hoặc chính xác hơn.
6.3.3.2. Các phương tiện để thu thập vật liệu và vệ sinh sàng
Có thể sử dụng đáy hứng, gầu xúc, chổi, thanh gỗ cứng, v.v... Không được sử dụng bi và xích nạp thêm vào vật liệu.
6.4. Quy trình phân tích bằng sàng
6.4.1. Tổng quát
Một mẫu kiểm tra (dưới dạng một hoặc nhiều mẻ liệu) phải được đặt theo đúng quy định vào một sàng đơn hoặc một bộ sàng lồng rồi lắc cho tới khi đạt điểm cuối. Các phần kích thước còn lại trên mỗi sàng và đáy hứng sẽ được cân riêng. Khối lượng mỗi phần kích thước sẽ được tính toán dưới dạng tỷ lệ phần trăm khối lượng ban đầu của mẫu kiểm tra để xác định sự phân bố kích thước của lô hàng.
6.4.1.1. Các tảng có kích thước lớn hơn 100mm
Đối với các tảng vật liệu kích thước lớn hơn 100mm, có thể dùng các phương pháp sàng sau:
a) đặt vật liệu bằng tay (xem 3.3).
b) sàng từng mẻ bằng máy (xem 3.11 và 3.12)
Tất cả các tảng vật liệu mọi kích thước nếu vượt quá mức quy định phải được lấy ra cân.
Phải dùng các sàng có kích thước lỗ khác nhau để thu được từng phần kích thước của vật liệu.
6.4.1.2. Các hạt có kích thước từ 25mm trở lên và nhỏ hơn hoặc bằng 100mm
Phần chia theo cỡ - 25mm sẽ được tách riêng ra khỏi vật liệu hợp kim fero có cỡ hạt 100mm trở xuống.
Đối với các cỡ hạt trong khoảng - 100 + 25mm, có thể dùng các loại sàng sau:
a) sàng từng mẻ bằng tay (xem 3.9 và 3.12);
b) sàng từng mẻ bằng máy (xem 3.11 và 3.12);
c) sàng liên tục (xem 3.13).
6.4.1.3. Các hạt kích thước từ 40mm trở lên và nhỏ hơn hoặc bằng 25mm
Phân tích sàng đối với các hợp kim fero từ 40mm trở lên và nhỏ hơn hoặc bằng 25mm theo 16 TCN 999 - 2006 (ISO 2591).
6.5. Đánh giá kết quả
Đánh giá kết quả theo 16 TCN 999 - 2006 (ISO 2591).
Tỷ lệ phần trăm của mỗi phần kích thước trong một mẻ liệu sẽ được tính toán, làm tròn đến số thập phân thứ nhất theo phương trình sau:
F = ![]()
Trong đó
F là hàm lượng của phần vật liệu chia theo cỡ dưới dạng tỷ lệ phần trăm của khối lượng.
mF là khối lượng của phần kích thước trong một mẻ liệu, tính bằng kilogam (gam).
m là khối lượng của một mẻ liệu, tính bằng kilogam (gam).
6.6. Biểu diễn kết quả
Kết quả của phân tích bằng sàng được ghi trong bảng số liệu (xem điều 7)
7. BÁO CÁO PHÂN TÍCH BẰNG SÀNG
| Tên nhà cung cấp: | Chỉ định tài liệu kỹ thuật khi giao hàng: ................................................ Tên và cấp hợp kim fero: ................................................ | Số lô hàng:............................ Tên của người thao tác:......... Ký:......................................... Ngày:...................................... |
1. Các chi tiết về lấy mẫu
Khối lượng của một lô hàng, t :
Kích thước danh nghĩa lớn nhất, mm :
Tỷ trọng biểu kiến, g/cm3 :
Khối lượng của một lượng gia, kg :
Số lượng các lượng gia :
Khối lượng của một mẫu gộp, kg :
Các phương pháp lấy mẫu: lấy mẫu bằng tay;
lấy mẫu bằng máy;
lấy mẫu từ luồng vật liệu;
lấy mẫu từ một hợp kim fero ở trạng thái tĩnh;
lấy mẫu từ một băng tải chuyển động hoặc một băng chuyền đã ngừng*.
Sấy khô (nếu có) :..................................................................................
2. Chi tiết về phân tích bằng sàng:
Khối lượng của một mẫu kiểm tra, kg (g) :.......................................................................................
Phương pháp sàng: sàng liên tục;
sàng từng mẻ bằng máy;
sàng từng mẻ bằng tay*.
Sàng được đóng dấu :................................................................................
Cỡ và hình dạng sàng :................................................................................
Môi trường tấm sàng: Tấm đục lỗ;
Lưới kim loại*,
Phạm vi sàng | Thời gian sàng | Khối lượng của phần chia theo cỡ | Kích thước danh nghĩa lỗ sàng | Phần kích thước trên lũy tích | |
| Mm | phút | kg(g) | % | mm |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tổng cộng: ...........................
Khối lượng ban đầu của các mẫu kiểm tra ...........kg (g)
Tổng các khối lượng của các phần chia theo kích thước ................ kg(g)
Hao hụt .............kg (g) ...................%
SỐ LIỆU TÍNH TOÁN ĐỘ CHÍNH XÁC TỔNG
A.1. Khối lượng của một lượng gia
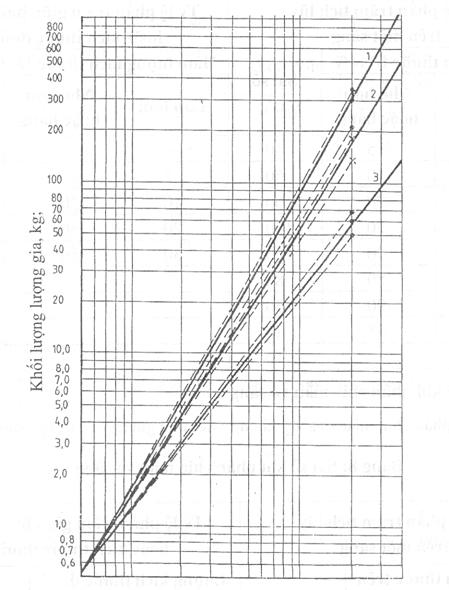
Kích thước danh nghĩa lớn nhất, mm
1, 2, 3 là các nhóm hợp kim fero (xem 5.2.1)
Các đường đứt quãng là khoảng biến đổi của khối lượng lượng gia tùy thuộc vào tỷ trọng biểu kiến của các hợp kim fero.
Hình 2: Khối lượng của một lượng gia so với kích thước
danh nghĩa lớn nhất của hợp kim fero
A.2. Sai số khi lấy mẫu
Sai số khi lấy mẫu đối với mỗi khoảng cách đều xét theo tỷ lệ phần trăm của các phần kích thước kiểm soát được không vượt quá giá trị quy định trong bảng 7.
Bảng 7: Sai số khi lấy mẫu
Tỷ lệ phần trăm tích lũy trên một sàng | Tỷ lệ phần trăm giữa hai sàng, | ||||
| Lượng kích thước trên % | Sai số | Hàm lượng kích thước % | Sai số | ||
| Lớn hơn | Nhỏ hơn hoặc bằng | Lớn hơn | Nhỏ hơn hoặc bằng | ||
|
| 5 | 10 |
| 5 | 50 |
| 5 | 10 | 50 | 5 | 10 | 14 |
| 10 | 20 | 100 | 10 | 20 | 30 |
| 20 | 30 | 120 | 20 | 30 | 50 |
| 30 | 70 | 150 | 30 | 50 | 80 |
| 70 | 80 | 80 |
|
|
|
| 80 | 90 | 50 |
|
|
|
| 90 | 95 | 20 |
|
|
|
| 95 |
| 10 |
|
|
|
A.3. Sai số khi phân chia mẫu và sàng
Sai số khi phân chia mẫu và sàng không vượt quá giá trị nêu trong bảng 8.
Bảng 8: Sai số khi phân chia mẫu và sàng
Tỷ lệ phần trăm tích lũy trên một sàng | Tỷ lệ phần trăm giữa hai sàng |
| ||||||||
| Lượng kích thước trên | Sai số | Lượng kích thước dưới % | Sai số |
| ||||||
| Lớn hơn | Nhỏ hơn hoặc bằng | Lớn hơn | Nhỏ hơn hoặc bằng |
| ||||||
|
| 5 | 0,3 |
| 5 | 0,2 |
| ||||
| 5 | 10 | 0,9 | 5 | 10 | 0,6 |
| ||||
| 10 | 20 | 1,1 | 10 | 20 | 0,8 |
| ||||
| 20 | 30 | 2,1 | 20 | 30 | 1,4 | |||||
| 30 | 70 | 2,4 | 30 | 50 | 1,4 | |||||
| 70 | 80 | 1,3 |
|
|
| |||||
| 80 | 90 | 0,8 |
|
|
| |||||
| 90 | 95 | 0,3 |
|
|
| |||||
| 95 |
| 0,1 |
|
|
| |||||
A.4. Số lượng lượng gia
Có thể tính toán được số lượng lượng gia cần thiết để thu được chính xác tổng đã nêu bằng công thức:
bSDM = 2 
Trong đó:
s2i là sai số của các lượng gia riêng lẻ trong một nhóm tỷ lệ phần trăm (xem bảng 7).
s2DM là sai số khi phân chia mẫu và sàng trong một nhóm tỷ lệ phần trăm (xem bảng 8);
n là số lượng lượng gia.
TIÊU CHUẨN NGÀNH
Nhóm B
| CỘNG HÒA XÃ HỘI | HỢP KIM FERO | 16 TCN 1002 - 2006 |
| BỘ CÔNG NGHIỆP | Khuyến khích áp dụng |
Tiêu chuẩn này quy định phương pháp thí nghiệm để kiểm tra độ chính xác khi phân chia mẫu hợp kim fero dùng cho mẫu gộp hoặc mẫu con lấy từ một lô hàng hợp kim fero theo các phương pháp miêu tả trong tiêu chuẩn liên quan.
Phương pháp này áp dụng cho việc thu thập lượng gia của hợp kim fero loại có thể nghiền được, và không áp dụng cho hợp kim fero loại không nghiền được, lượng gia của loại này được lấy bằng phương pháp khoan.
Tiêu chuẩn này phù hợp với ISO 7373 - 1987 (E).
(ISO 4552), Hợp kim fero - Lấy mẫu và chuẩn bị mẫu để phân tích hóa học
Phần 1: Ferocrom, Ferosiliccrom, ferosilic, ferosilicmangan, feromangan.
Phần 2: Ferotitan, feromolypđen, ferovonfram, feroniobi, ferovanađi.
16 TCN 1003 - 2006 (ISO 7087), Hợp kim fero - Phương pháp thí nghiệm đánh giá sự biến thiên chất lượng và kiểm tra độ chính xác khi lấy mẫu.
3.1. Khối lượng mẫu gộp
Khối lượng của lô hàng hợp kim fero để thí nghiệm theo (ISO 4552 - 1) phải không nhỏ hơn 100t và khối lượng của lô hàng hợp kim fero để thí nghiệm theo 16 TCN 993 - 2006 (ISO 4552 - 2) không nhỏ hơn 5t nhằm đảm bảo khối lượng của mẫu gộp đủ để thỏa mãn khối lượng cần thiết của mẫu kiểm tra.
3.2. Phương pháp phân tích
Việc phân tích mẫu thí nghiệm phải thực hiện theo đúng các phương pháp được quy định trong các tiêu chuẩn liên quan.
3.3. Đặc trưng chất lượng
Đặc trưng chất lượng được chọn để kiểm tra độ chính xác trong phân chia mẫu là đặc trưng được nêu trong các tiêu chuẩn liên quan.
Có thể lựa chọn bất kỳ yếu tố nào khác làm đặc trưng chất lượng thông qua thỏa thuận giữa các bên tham gia.
3.4. Số lần thí nghiệm
Thí nghiệm phải được lặp lại ít nhất 10 lần trên mẫu gộp hoặc trên mẫu con đối với mỗi loại hợp kim fero.
Chú thích: Mẫu thí nghiệm có thể được lấy bằng cách tách các mẫu gộp đã có để xác định chất lượng của lô hàng.
4.1. Lựa chọn phương pháp thí nghiệm
4.1.1. Đối với hợp kim fero có các tính chất vật lý cản trở việc chuẩn bị mẫu bằng phân chia một hoặc hai giai đoạn, và khi các phần mẫu bị loại bỏ trong quá trình chuẩn bị mẫu được thu hồi lại làm hàng hóa, ví dụ với hợp kim fero quy định trong 16 TCN 993 - 2006 (ISO 4552 - 2) thì thí nghiệm nên tiến hành theo phương pháp phân chia ba giai đoạn trở lên như mục 4.2.
4.1.2. Khi bộ dụng cụ nghiền có thể chuẩn bị mẫu bằng phân chia một hoặc hai giai đoạn và yêu cầu phải dự đoán đúng độ chính xác khi phân chia mẫu, thì nên tiến hành thí nghiệm theo phương pháp phân chia một hay hai giai đoạn như mục 4.3.
4.2. Phương pháp phân chia ba giai đoạn trở lên
4.2.1. Phương pháp này áp dụng cho hợp kim fero quy định trong 16 TCN 993 - 2006 (ISO 4552 - 2).
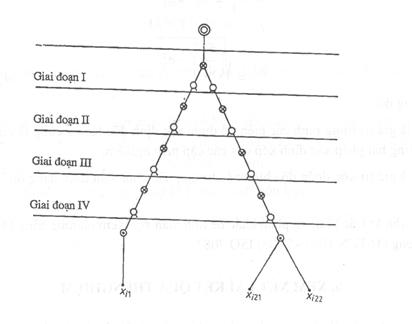
4.2.2. Ví dụ về kích thước lọt sàng của mẫu được phân chia xem bảng 1.
Bảng 1: Ví dụ về kích thước hạt của mẫu theo giai đoạn phân chia
Giai đoạn phân chia | Cỡ xuyên suốt sàng của mẫu |
| Giai đoạn I | 10mm hay 7,10mm |
| Giai đoạn II | 5mm hay 2,80mm |
| Giai đoạn III | 1,0mm hay 250mm |
4.2.3. Sơ đồ các bước chuẩn bị mẫu thí nghiệm xem hình 1.
Mẫu kiểm tra được chuẩn bị từ mỗi mẫu đã phân chia.
Số giai đoạn nghiền và phân chia phải như nhau khi chuẩn bị từng mẫu trong các mẫu kiểm tra đôi.
Tiến hành phân tích thành phần hóa học độc lập trên một mẫu trong cặp mẫu kiểm tra và phân tích kép trên mẫu còn lại.
Chú thích: Phép phân tích kép được thực hiện trên hai phần của mẫu kiểm tra tại phòng thí nghiệm hóa học.
4.2.4. Trình tự phân tích thành phần hóa học của các mẫu kiểm tra sử dụng trong thí nghiệm được xếp đặt ngẫu nhiên, hoặc cả mẫu thí nghiệm lẫn mẫu kiểm tra thông thường được phân tích đồng thời theo trật tự ngẫu nhiên.
4.2.5. Số liệu thí nghiệm được ghi lại trong bảng theo dõi xem trong bảng 2.
Bảng 2: Ví dụ về bảng theo dõi thí nghiệm phân chia mẫu
Chỉ định thí nghiệm: ...............................................................................................................
Loại và cấp của hợp kim fero (ví dụ feromangan):...................................................................
Phương pháp phân chia (ví dụ phương pháp theo mục 4.2.):...................................................
Ngày thí nghiệm:....................................................................................................................
Mẫu gộp | Đặc tính chất lượng (ví dụ % Mn) | ||||
| xi1 | xi21 | xi22 | |xi21 - xi22| | |xi1 - xi21| hoặc |xi1 - xi22| | |
| 1 2 . . . k |
|
|
|
|
|
|
|
|
|
|
|
|

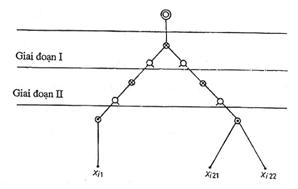
4.3. Phương pháp phân chia theo một hoặc hai giai đoạn
4.3.1. Phương pháp này dùng cho các hợp kim fero được quy định trong (ISO 4552 - 1).
4.3.2. Kích thước lọt sàng của mẫu cần phân chia nên dùng là 2,8mm hoặc 1,0mm.
4.3.3. Ví dụ về sơ đồ chuẩn bị mẫu nghiệm xem hình 2
Một mẫu kiểm tra được chuẩn bị lấy từ một mẫu đã phân chia
Số giai đoạn nghiền và phân chia phải giống như khi chuẩn bị từng mẫu trong các cặp mẫu kiểm tra.
Tiến hành phân tích hóa học học độc lập trên mẫu trong cặp mẫu kiểm tra đôi và phân tích kép trên mẫu còn lại.
Chú thích: Phép phân tích kép được thực hiện trên hai phần của mẫu thử nghiệm được lấy từ mẫu kiểm tra tại phòng thí nghiệm hóa học.
4.3.4. Trình tự phân tích hóa học của các mẫu kiểm tra sử dụng trong thí nghiệm được xếp đặt ngẫu nhiên, hoặc cả mẫu thí nghiệm lẫn mẫu kiểm tra thông thường được phân tích đồng thời theo trật tự ngẫu nhiên.
4.3.5. Số liệu thí nghiệm được ghi lại trong bảng theo dõi xem trong bảng 2.
Phương pháp phân tích số liệu để ước đoán độ chính xác trong phân chia mẫu giống như khi tiến hành các thí nghiệm theo mục 4.2 và 4.3.
Chú thích: Trong quá trình phân tích số liệu, nếu giá trị tính toán trong căn bậc hai là âm, độ lệch tiêu chuẩn sẽ được coi là bằng không (s = 0), với điều kiện không quan sát được sai số khi tiến hành thí nghiệm.
5.1. Độ chính xác phương pháp khi phân tích hóa học
Tính toán giá trị ước đoán độ chính xác phương pháp khi phân tích hóa học theo các phương trình sau đây:
 ... (1)
... (1)
 ... (2)
... (2)
Trong đó:
xi21, xi22 lần lượt là các số đo thứ nhất và thứ hai của mẫu kiểm tra thứ i là xi2.
k là số lượng các thí nghiệm;
![]() là biên độ trung bình của các số đo trong phép kiểm tra kép;
là biên độ trung bình của các số đo trong phép kiểm tra kép;
d2 là hệ số để có được độ lệch tiêu chuẩn của biên độ đối với các phép đo kép; d2 = 1,128
![]() là giá trị ước đoán độ chính xác của phương pháp khi phân tích hóa học dưới dạng độ lệch tiêu chuẩn.
là giá trị ước đoán độ chính xác của phương pháp khi phân tích hóa học dưới dạng độ lệch tiêu chuẩn.
5.2. Độ chính xác khi phân chia mẫu
Tính toán giá trị ước đoán của độ chính xác khi phân chia mẫu nhờ các phương trình sau:
![]() ... (3)
... (3)
Hoặc
![]()
![]() =
=  ... (4)
... (4)
Trong đó:
![]() là giá trị trung bình các biên độ được xác định độc lập và cũng là giá trị của một trong hai phép xác định kép của các cặp mẫu nghiệm;
là giá trị trung bình các biên độ được xác định độc lập và cũng là giá trị của một trong hai phép xác định kép của các cặp mẫu nghiệm;
![]() là giá trị ước đoán độ chính xác trong phân chia mẫu dưới dạng độ lệch tiêu chuẩn.
là giá trị ước đoán độ chính xác trong phân chia mẫu dưới dạng độ lệch tiêu chuẩn.
Chú thích: Các phương pháp khác để tính toán ![]() (xem phương trình (4)) được nêu trong (16 TCN 1003 - 2006) ISO 7087.
(xem phương trình (4)) được nêu trong (16 TCN 1003 - 2006) ISO 7087.
6. XEM XÉT LẠI KẾT QUẢ THÍ NGHIỆM
Các giá trị của độ chính xác khi phân chia mẫu và độ chính xác phương pháp khi phân tích hóa học thu được phải được đối chiếu với các giá trị cần có của đại lượng đó được quy định trong các tiêu chuẩn liên quan.
Trong trường hợp độ chính xác phân chia mẫu và độ chính xác phương pháp phân tích hóa học không đạt giá trị như quy định trong các tiêu chuẩn liên quan, cần phải có biện pháp khắc phục đối với quy trình chuẩn bị mẫu và phân tích hóa học.
Để ngăn ngừa tình nảy sinh tình trạng không kiểm soát được, cần nhận thức rõ rằng độ chính xác trong phân chia mẫu rất có thể kém đi trong các tình huống sau:
a) Khi mẫu có cỡ hạt lớn được phân chia nhiều lần trong một thời gian thành mẫu phân chia có khối lượng nhỏ;
b) Khi phân chia được thực hiện trong rất nhiều giai đoạn;
c) Khi dùng dụng cụ thiếu chính xác để phân chia mẫu;
d) Khi không tuân thủ đúng mức quy trình chuẩn bị mẫu.
![]() Chú thích:
Chú thích:
![]() Mẫu gộp hoặc mẫu con
Mẫu gộp hoặc mẫu con
Nghiền
¡ Phân chia
¤ Mẫu cuối cùng để phân tích hóa học
l Số đo của phần mềm kiểm
Hình 1: Ví dụ về sơ đồ phân chia mẫu bốn giai đoạn.
![]() Chú thích:
Chú thích:
![]() Mẫu gộp hoặc mẫu con
Mẫu gộp hoặc mẫu con
Nghiền
¡ Phân chia
¤ Mẫu cuối cùng để phân tích hóa học
l Số đo của phần mẫu kiểm
Hình 2: Ví dụ về sơ đồ phân chia mẫu hai giai đoạn.
ISO 3713, Hợp kim fero - Lấy mẫu và chuẩn bị mẫu - Quy tắc chung;
ISO 4140, Ferocrom và Ferosiliccrom - Xác định hàm lượng crom - Phương pháp điện thế;
ISO 4158, Ferosilic, Ferosilicmangan và Ferosiliccrom - Xác định hàm lượng silic - Phương pháp tỷ trọng;
ISO 4159, Feromangan và ferosilicmangan - Xác định hàm lượng mangan - Phương pháp điện thế;
ISO 4173 - Feromolypđen - Xác định hàm lượng molypđen - Phương pháp tỷ trọng.
ISO 5445, Ferosilic - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5446, Feromangan - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5447, Ferosilicmangan - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5448, Ferocrom - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5449, Ferosiliccrom - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5450, Ferovonfram - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5451, Ferovanadi - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5452, Feromolyđen - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5453, Feroniobi - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5454, Ferotitan - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 6467, Ferovanađi - Xác định hàm lượng vanađi - Phương pháp điện thế.
ISO 7347, Hợp kim fero - Phương pháp thí nghiệm để kiểm tra độ sai lệch trong lấy mẫu và chuẩn bị mẫu.
ISO 7692, Ferotitan - Xác định hàm lượng titan - Phương pháp chuẩn độ.
ISO 7693, Ferovonfram - Xác định hàm lượng vonfram - Phương pháp tỷ trọng Cinchonnine.
ISO/TR 7955, Feroniobi - Xác định hàm lượng niobi - Phương pháp tỷ trọng.
Nhóm B
| CỘNG HÒA XÃ HỘI | HỢP KIM FERO | 16 TCN 1003 - 2006 |
| BỘ CÔNG NGHIỆP | Khuyến khích áp dụng |
Tiêu chuẩn này quy định phương pháp thí nghiệm để đánh giá biến thiên chất lượng của hợp kim fero nhằm mục đích xác định các thông số khi lấy mẫu ngẫu nhiên và lấy mẫu hai giai đoạn đã nêu trong các tiêu chuẩn liên quan. Đồng thời tiêu chuẩn cũng quy định phương pháp kiểm tra độ chính xác khi lấy mẫu bằng phương pháp ngẫu nhiên và phương pháp hai giai đoạn.
Tiêu chuẩn này phù hợp với ISO 7078 - 1984 (E)
ISO 3713, Hợp kim fero - Lấy mẫu và chuẩn bị mẫu - Quy tắc chung1)
ISO 4552/1, Hợp kim fero - Lấy mẫu và chuẩn bị mẫu để phân tích hóa học - Phần 1: Ferocrom, ferosiliccrom, ferosilic, ferosilicmangan, feromangan.
ISO 4552/2, Hợp kim fero - Lấy mẫu và chuẩn bị mẫu để phân tích hóa học - Phần 2: Ferotitan, feromolypđen, ferovonfram, feroniobi, ferovanađi.
ISO 5445, Ferosilic - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5446, Feromangan - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5447, Ferosilic mangan - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5448, Ferocrom - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5449, Ferosiliccrom - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5450, Ferovonfram - Yêu cầu kỹ thuật và điều kiện giao hàng
ISO 5451, Ferovanadi - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5452, Feromolyđen - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5453, Feroniobi - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5454, Ferotitan - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 7347, Hợp kim Fero - Phương pháp thí nghiệm để kiểm tra độ thiên lệch trong lấy mẫu và chuẩn bị mẫu
ISO 7373, Hợp kim Fero - Phương pháp thí nghiệm để kiểm tra độ chính xác khi phân chia mẫu.
3. YÊU CẦU CHUNG ĐỐI VỚI THÍ NGHIỆM
3.1. Biến thiên chất lượng
Biến thiên chất lượng là một số đo về tính không đồng nhất của hợp kim fero được biểu diễn dưới dạng độ lệch tiêu chuẩn ký hiệu là s. Nó bao gồm độ lệch tiêu chuẩn giữa các lượng gia (si) khi lấy mẫu ngẫu nhiên, độ lệch tiêu chuẩn giữa các đơn vị đóng gói (sb) và trong các đơn vị đóng gói (sw) khi lấy mẫu hai giai đoạn.
Chú thích:
1. Lấy mẫu ngẫu nhiên được dùng cho các lô hàng hợp kim fero giao hàng dạng rời, thuộc loại nghiền được hay không nghiền được.
2. Lấy mẫu hai giai đoạn được dùng cho các lô hàng giao hàng dưới dạng các đơn vị đóng gói.
3.2. Đặc trưng chất lượng
Đặc trưng chất lượng nhằm xác định biến thiên chất lượng đã nêu trong các tiêu chuẩn liên quan về phương pháp lấy mẫu hợp kim fero.
Có thể chọn nội dung bất kỳ làm đặc điểm trưng chất lượng theo thỏa thuận giữa các bên tham gia.
3.3. Đánh giá biến thiên chất lượng của hợp kim fero
Sự biến thiên chất lượng của mỗi loại hợp kim fero sẽ được đánh giá theo thỏa thuận giữa các bên liên quan.
3.4. Lô hàng thí nghiệm
Giá trị biến thiên chất lượng của lô hàng hợp kim fero liên quan đến phương pháp tạo nên lô hàng đó. Ba phương pháp được thực hiện tùy thuộc vào quá trình sản xuất và loại hợp kim fero. Đó là phương pháp lô hàng rót, phương pháp lô hàng phân cấp và phương pháp lô hàng hỗn hợp.
Với phương pháp lô hàng rót, giá trị của đại lượng biến thiên chất lượng nhỏ và phụ thuộc vào mức độ nghiền nhỏ và độ kỹ khi trộn vật liệu. Nếu thí nghiệm được tiến hành trên các lô hàng được tạo nên từ phương pháp này, sẽ có thể ước đoán được rằng giá trị của biến thiên chất lượng là quá thấp.
Với phương pháp lô hàng phân cấp, sự chênh lệch giữa các mẻ nấu tạo nên một lô hàng gửi được quy định trong các tiêu chuẩn liên quan về điều kiện kỹ thuật để giao hàng hợp kim fero. Biến thiên chất lượng do độ chênh lệch khác gây nên giữa các mẻ nấu của một lô hàng được xác định theo thỏa thuận giữa các bên liên quan.
Các thí nghiệm về biến thiên chất lượng thường được tiến hành trên các lô hàng được tạo nên bằng phương pháp phân cấp, nhằm thu được số ước đoán tin cậy nhất của đại lượng biến thiên chất lượng.
3.5. Phương pháp lấy mẫu và phân tích hóa học
Lấy mẫu, chuẩn bị mẫu và phân tích hóa học nhằm mục đích thí nghiệm phải được tiến hành theo đúng tiêu chuẩn liên quan.
3.6. Số lần thí nghiệm
Thí nghiệm phải được tiến hành trên một lô hàng. Đối với lấy mẫu ngẫu nhiên, một thí nghiệm phải đại diện cho toàn bộ lô hàng hoặc một phần của lô hàng. Khi lấy mẫu hai giai đoạn, nó phải bao gồm m đơn vị đóng gói trong số M đơn vị đóng gói của lô hàng.
Thí nghiệm phải được lặp lại ít nhất 10 lần.
3.7. Thứ tự của các phép xác định hóa học
Trình tự tiến hành xác định hóa học của một bộ mẫu kiểm tra dùng để làm thí nghiệm phải được sắp xếp một cách ngẫu nhiên.
4.1. Các dạng thí nghiệm
4.1.1. Dạng I dùng cho hợp kim fero lấy mẫu bằng phương pháp ngẫu nhiên
Dạng thí nghiệm này được dùng cho các hợp kim fero hàng rời.
4.1.2. Dạng II dùng cho hợp kim fero được lấy mẫu bằng phương pháp hai giai đoạn
Dạng thí nghiệm này được dùng cho các hợp kim fero dưới dạng đơn vị đóng gói.
4.2. Dạng I
4.2.1. Phương pháp dùng cho hợp kim fero loại có thể nghiền được (xem hình 1).
Phương pháp này dùng cho hợp kim fero khi mà các lượng gia của mẫu được lấy bằng thiết bị lấy mẫu ví dụ như xúc lượng gia bằng xẻng.
Số lượng lượng gia cần lấy từ một lô hàng hợp kim fero phải từ 10 trở lên.
Phải chuẩn bị các mẫu kiểm tra kép từ mỗi lượng gia.
Tiến hành xác định hóa học độc lập đối với đặc trưng chất lượng trên từng mẫu trong số các mẫu kiểm tra theo trật tự ngẫu nhiên.
Số liệu thí nghiệm phải được ghi lại trong bảng theo dõi như ví dụ nếu trong bảng 1
4.2.2. Phương pháp dùng cho hợp kim fero loại không nghiền được (xem hình 2)
Phương pháp này dùng cho hợp kim fero khi mà lượng gia của mẫu được lấy dưới dạng phoi khoan từ từng tảng vật liệu đã chọn.
Số lượng tảng vật liệu lấy từ lô hàng hợp kim fero giao hàng rời phải từ 10 trở lên.
Mỗi lượng gia, là một khối lượng phoi khoan, phải được lấy từ từng tảng vật liệu đã chọn.
Cần lấy các mẫu kiểm tra kéo đôi từ mỗi lượng gia.
Tiến hành xác định hóa học độc lập về đặc trưng chất lượng trên từng mẫu trong số các mẫu kiểm tra theo trật tự ngẫu nhiên.
Số liệu thí nghiệm được ghi lại trong bảng 1.
4.3. Dạng II
Phương pháp này dùng cho các lô hàng hợp kim fero giao hàng dưới dạng các đơn vị đóng gói, thuộc loại nghiền được hay không nghiền được (xem hình 3).
Tổng số m đơn vị đóng gói được lựa chọn ở giai đoạn đầu trong quá trình lấy mẫu hai giai đoạn.
Chú thích: Việc xử lý số liệu thuận lợi nên chọn m là số chẵn
Ở giai đoạn hai của quá trình lấy mẫu hai giai đoạn, từng lượng gia trong số 4 lượng gia dưới dạng hạt hoặc phoi khoan được lấy trong từng đơn vị đóng gói đã lựa chọn.
Hai mẫu con kép khác nhau được ký hiệu là A, B; C, D, gồm từng lượng gia trong số 4 lượng gia, được tạo thành như sau: A và B mỗi mẫu gồm 1 lượng gia thu thập từ từng đơn vị đóng gói trong số 4 đơn vị đóng gói đã chọn; C gồm 2 lượng gia lấy từ từng đơn vị đóng gói trong số đơn vị đóng gói số chẵn; D gồm hai lượng gia từ từng đơn vị đóng gói trong số hai đơn vị đóng gói số lẻ.
Chuẩn bị mẫu kiểm tra từ các mẫu con như sau: hai mẫu kiểm tra cho từng mẫu trong các mẫu con A và C; mỗi mẫu con B và D chuẩn bị một mẫu kiểm tra.
Tiến hành xác định hóa học độc lập về đặc trưng chất lượng trên từng mẫu trong số các mẫu kiểm tra theo trật tự ngẫu nhiên.
Số liệu thí nghiệm được ghi lại trong bảng 2.
Hình 1: Sơ đồ dùng cho hợp kim fero loại có thể nghiền được (dạng I)
Bảng 1: Bảng số liệu thí nghiệm (Dạng I) (Ví dụ k = 10)
| Biên bản thử: |
| Tên công ty và xưởng: |
| Các chi tiết về lô hàng: |
| Các chi tiết về thí nghiệm: |
| - Loại và tên hợp kim fero: |
| - Ngày thí nghiệm: |
| - Phương pháp tạo thành lô hàng: |
| - Khối lượng và số lượng lượng gia/tảng vật liệu: |
| - Cách ký hiệu và khối lượng của lô hàng: |
| - Các đặc trưng chất lượng: |
| - Thông tin định dạng khác: |
| (Ví dụ: %Mn của feromangan) |
| Số lượng gia | Các số đo kép | Giá trị trung bình | Biên độ Ri | |
| j = 1 | j = 2 | |||
| 1. | x11 | x12 | x1 = (x11 + x12)/2 | R1 = ½x11 + x12½/2 |
| 2. | x21 | x22 | x2= (x21 + x22)/2 | R2= ½x21 + x22½/2 |
| 3. | x31 | x32 | x3= (x31 + x32)/2 | R3= ½x31 + x32½/2 |
| 4. | x41 | x42 | x4= (x41 + x42)/2 | R4= ½x41 + x42½/2 |
| 5. | x51 | x52 | x5= (x51 + x52)/2 | R5= ½x51 + x52½/2 |
| 6. | x61 | x62 | x6= (x61 + x62)/2 | R6= ½x61 + x62½/2 |
| 7. | x71 | x72 | x7= (x71 + x72)/2 | R7= ½x71 + x72½/2 |
| 8. | x81 | x82 | x8= (x81 + x82)/2 | R8= ½x81 + x82½/2 |
| 9. | x91 | x92 | x9= (x91 + x92)/2 | R9= ½x91 + x92½/2 |
| 10. | x101 | x102 | x10= (x101 + x102)/2 | R10= ½x101 + x102½/2 |
k = 10 V = S/(10 -1) ![]()
![]()
S = (![]()
Hình 2: Sơ đồ dùng cho hợp kim fero loại không nghiền được
Bảng 2: Bảng số liệu thí nghiệm (Dạng II) (ví dụ p = 10)
| Bảng số liệu: No: |
| Tên công ty và xưởng: |
| Các chi tiết về lô hàng: |
| Các chi tiết về thí nghiệm: |
| - Loại và tên hợp kim fero: |
| - Ngày thí nghiệm: |
| - Phương pháp tạo thành lô hàng: |
| - Khối lượng và số lượng lượng gia/tảng vật liệu: |
| - Cách ký hiệu và khối lượng của lô hàng: |
| - Các đặc trưng chất lượng: |
| - Thông tin khác: |
| (Ví dụ %Mn của Feromangan) |
| Số thí nghiệm | Số đo của các cặp AB | Số đo của các cặp CD |
| ||||||
| Aij | RAj | Bi | RABi | Cij | RCi | Di | RCDi |
| |
| 1 | A11 . A12 | RA1 = ½A11 - A12½ | B1 | RAB1 = ½A11 - B1½ | C11 . C12 | RC1 = ½ C11 - C12½ | D1 | RCD1 = ½C12 - D1½ |
|
| 2 | A21 . A22 | RA2 = ½A21 - A22½ | B2 | RAB2 = ½A21 - B2½ | C21 . C22 | RC2 = ½ C21 - C22½ | D2 | RCD2 = ½C22 - D2½ |
|
| 3 | A31 . A32 | RA3 = ½A31 - A32½ | B3 | RAB3 = ½A31 - B3½ | C31 . C32 | RC3 = ½ C31 - C32½ | D3 | RCD3 = ½C32 - D3½ |
|
| 4 | A41 . A42 | RA4 = ½A41 - A42½ | B4 | RAB4 = ½A41 - B4½ | C41 . C42 | RC4 = ½ C41 - C42½ | D4 | RCD4 = ½C42 - D4½ |
|
| 5 | A51 . A52 | RA5 = ½A51 - A52½ | B5 | RAB5 = ½A51 - B5½ | C51 . C52 | RC5 = ½ C51 - C52½ | D5 | RCD5 = ½C52 - D5½ |
|
| 6 | A61 . A62 | RA6 = ½A61 - A62½ | B6 | RAB6 = ½A61 - B6½ | C61 . C62 | RC6 = ½ C61 - C62½ | D6 | RCD6 = ½C62 - D6½ |
|
| 7 | A71 . A72 | RA7 = ½A71 - A72½ | B7 | RAB7 = ½A71 - B7½ | C71 . C72 | RC7 = ½ C71 - C72½ | D7 | RCD7 = ½C72 - D7½ |
|
| 8 | A81 . A82 | RA9 = ½A81 - A82½ | B8 | RAB8 = ½A81 - B8½ | C81 . C82 | RC8 = ½ C81 - C82½ | D8 | RCD8 = ½C82 - D8½ |
|
| 9 | A91 . A92 | RA9 = ½A91 - A92½ | B9 | RAB9 = ½A91 - B9½ | C91 . C92 | RC9 = ½ C91 - C92½ | D9 | RCD9 = ½C92 - D9½ |
|
| 10 | A101 . A102 | RA10 = ½A101 - A102½ | B10 | RAB10 = ½A101 - B10½ | C101 . C102 | RC10 = ½ C101 - C102½ | D10 | RCD10 = ½C102 - D10½ |
|
d2 = 1,128
¡ Lượng gia ¤ Mẫu kiểm tra
![]() Mẫu con l Số đo (phép xác định hóa học)
Mẫu con l Số đo (phép xác định hóa học)
Hình 3: Sơ đồ dùng cho các hợp kim fero trong các đơn vị đóng gói
(Dạng II) (Ví dụ với m = 4)
5. PHƯƠNG PHÁP PHÂN TÍCH SỐ LIỆU THÍ NGHIỆM
5.1. Lựa chọn phương pháp
Khi tiến hành thí nghiệm theo mục 4.2. đối với hợp kim fero hàng rời, thuộc loại có thể nghiền được (4.2.1) hoặc không nghiền được (4.2.2), phương pháp phân tích dữ liệu dùng cho phương pháp ngẫu nhiên (5.2) sẽ được áp dụng. Khi tiến hành thí nghiêm theo mục 4.3. đối với các hợp kim fero dưới dạng các đơn vị đóng gói, phương pháp phân tích dữ liệu đối với lấy mẫu hai giai đoạn (5.3) sẽ được áp dụng.
Chú thích: Trong quá trình phân tích số liệu, nếu giá trị tính toán của phương sai là một số âm, phải coi là bằng không (s2 = 0) với điều kiện không quan sát thấy sai sót trong thao tác thí nghiệm.
5.2. Phương pháp phân tích số liệu khi lấy mẫu ngẫu nhiên
Quy trình đánh giá biến đổi chất lượng giữa các lượng gia được tiến hành như sau:
5.2.1. Tính toán biên độ các số đo ghép cặp
Ri = |xi1 – xi2| ... (1)
Trong đó xi1, xi2 là các số đo của từng mẫu trong các mẫu kiểm tra kép của lượng gia thứ i.
5.2.2. Tính toán biên độ trung bình
![]() ... (2)
... (2)
Trong đó k là số các biên độ của các thí nghiệm
5.2.3. Tính toán giá trị ước đoán của phương sai kết hợp khi phân chia mẫu và số đo.
 ... (3)
... (3)
Trong đó:
d2 là hệ số để tìmíai số tiêu chuẩn từ biên độ:
d2 = 1,128 đối với các số đo ghép cặp.
5.2.4. Tính toán giá trị ước đoán của phương sai không sai lệch:
V = ![]() ... (4)
... (4)
S = ![]() ... (5)
... (5)
Trong đó:
S là tổng các bình phương thể hiện bằng một công thức hoạt động.
![]() là giá trị trung bình số học của các số đo ghép cặp của lượng gia thứ i.
là giá trị trung bình số học của các số đo ghép cặp của lượng gia thứ i.
5.2.5. Tính toán giá trị ước đoán của biến đổi chất lượng giữa các lượng gia, dùng các kết quả trên cơ sở số liệu thí nghiệm thu được từ các công thức (3), (4) và (5):
![]() ... (6)
... (6)
5.3. Phương pháp phân tích số liệu khi lấy mẫu hai giai đoạn
Quy trình đánh giá biến thiên chất lượng giữa các đơn vị đóng gói và biến thiên chất lượng trong các đơn vị đóng gói được miêu tả như sau:
5.3.1. Tính toán biên độ các số đo của mẫu kiểm tra kép của mẫu con Ai và Ci:
RAi = ½Ai1 - Ai2½ ... (7)
RCi = ½Ci1 - Ci2½ ... (8)
5.3.2. Tính toán giá trị trung bình số học của hai biên độ khác nhau:
 ... (9)
... (9)
Trong đó p là số lượt thí nghiệm.
5.3.3. Tính toán giá trị ước đoán của sai số tổng hợp khi phân chia mẫu và đo đạc:
 ... (10)
... (10)
5.3.4. Tính toán biên độ của các cặp mẫu con:
RABi = ½Ai1 - Bi½ hay
RABi = ½A12 - B1| ... (11)
RCDi = |C11 - D1| hay
RCDi = |C12 - Di| ... (12)
Trong đó:
RABi và RCDi là biên độ của các số đo ghép cặp tương ứng đối với các cặp mẫu con A, B; C, D ở thí nghiệm thứ i;
Ai, Bi và Ci, Di lần lượt là các số đo tương ứng của các mẫu kiểm tra của hai mẫu con đôi ở thí nghiệm thứ i.
5.3.5. Tính toán các giá trị ước tính của biến thiên chất lượng giữa các đơn vị đóng gói và biến thiên chất lượng trong các đơn vị đóng gói như sau:
 ... (13)
... (13)
 * ... (14)
* ... (14)
Trong đó:
![]() và
và ![]() lần lượt là giá trị trung bình của các biên độ k của
lần lượt là giá trị trung bình của các biên độ k của ![]() và
và ![]() .
.
m là số lượng các đơn vị đóng gói đã chọn ở giai đoạn đầu tiên trong quá trình lấy mẫu hai giai đoạn.
6. BIỂU DIỄN KẾT QUẢ THÍ NGHIỆM
6.1. Lấy mẫu ngẫu nhiên
Giá trị trung bình số học của trên 10 giá trị ước đoán sai số tiêu chuẩn giữa các lượng gia sẽ được tính toán bằng công thức sau đây:
 ... (15)
... (15)
Trong đó:
![]() là giá trị thu được từ công thức (6) đối với thí nghiệm thứ j;
là giá trị thu được từ công thức (6) đối với thí nghiệm thứ j;
h là số các giá trị của ![]() .
.
6.2. Lấy mẫu hai giai đoạn
Các giá trị ước đoán tương ứng của sai số tiêu chuẩn giữa các đơn vị đóng gói và trong các đơn vị đóng gói sẽ là căn bậc hai dương thu được lần lượt bằng các công thức (13) và (14).
7. ƯỚC ĐOÁN ĐỘ CHÍNH XÁC KHI LẤY MẪU
7.1. Phương pháp ước đoán khi lấy mẫu ngẫu nhiên
7.1.1. Cơ sở lý thuyết
a) Công thức dùng để xác định số lượng lượng gia, n, lấy từ một lô hàng khi lấy mẫu ngẫu nhiên thông qua thông số si dựa theo lý thuyết thống kê về lấy mẫu ngẫu nhiên;
b) Khi đã lấy n lượng gia của một mẫu gộp, độ chính xác hai xích-ma khi lấy mẫu được quy định bởi:
bs = 2 sS = 2 ![]() ... (16)
... (16)
7.1.2. Ước đoán độ chính xác khi lấy mẫu
Giá trị ước đoán tính toán bS (ký hiệu là ![]() ) được xác định theo công thức sau đây:
) được xác định theo công thức sau đây:
bs = 2 ![]() ... (16')
... (16')
Trong đó:
![]() là giá trị thu được từ công thức (15);
là giá trị thu được từ công thức (15);
n là số lượng lượng gia của mẫu lấy từ một lô hàng có bS đang nghiên cứu.
7.2. Phương pháp lấy mẫu hai giai đoạn
7.2.1. Cơ sở lý thuyết
a) Quy trình lựa chọn các đơn vị đóng gói và cách lấy các lượng gia từ những đơn vị đóng gói dựa trên lý thuyết thống kê về phép lấy nhiều mẫu.
b) Khi m đơn vị đóng gói đã được lựa chọn ở giai đoạn thứ nhất từ một lô hàng có M đơn vị đóng gói và ![]() lượng gia được lấy từ từng đơn vị đóng gói ở giai đoạn thứ hai, độ chính xác hai xích-ma trong lấy mẫu được xác định theo công thức:
lượng gia được lấy từ từng đơn vị đóng gói ở giai đoạn thứ hai, độ chính xác hai xích-ma trong lấy mẫu được xác định theo công thức:
bs = 2 ![]() ... (17)
... (17)
c) Khi m/M £ 0,1, (M-m)/(M – 1) có giá trị được coi bằng 1, có thể giản ước công thức (17) như sau:
bs = 2 ![]() ... (18)
... (18)
d) Khi m = M, số hạng đầu tiên của căn bậc hai trong công thức (17) bằng 0, công thức trên được giản ước thành:
bs = 2 ![]() ... (19)
... (19)
7.2.2. Ước đoán độ chính xác khi lấy mẫu
Quy trình tính toán như sau:
a) Tính toán ![]() theo công thức sau:
theo công thức sau:
![]() s = 2
s = 2  ... (20)
... (20)
Trong đó:
![]() lần lượt là các giá trị thu được từ công thức (13) và (14);
lần lượt là các giá trị thu được từ công thức (13) và (14);
M là số các đơn vị đóng gói của lô hàng có bS đang được nghiên cứu.
m là số các đơn vị đóng gói đã chọn;
![]() là số các lượng gia đã lấy từ các đơn vị đóng gói đã chọn.
là số các lượng gia đã lấy từ các đơn vị đóng gói đã chọn.
b) Khi m/M £ 0,1, (M – m)/(M – 1) có giá trị được coi là bằng 1, và ![]() được tính như sau:
được tính như sau:
![]() s = 2
s = 2 ![]() ... (21)
... (21)
c) Khi m = M, số hạng thứ nhất của căn bậc hai trong công thức (20) bằng không, công thức trên được giản ước thành:
bs = 2 ![]() ... (22)
... (22)
7.3. Xem xét lại các kết quả ước đoán
Trường hợp độ chính xác khi lấy mẫu không đáp ứng được giá trị đã quy định trong các tiêu chuẩn liên quan, ngoài việc tiếp tục thực hiện các thao tác thông thường, cần tiến hành tiếp các nhiệm vụ sau:
a) nếu có thể nhận biết được sự thay đổi trọng đại lượng biến thiên chất lượng, thì lấy ý kiến của tổ chức có thẩm quyền đối với sự thay đổi lượng gia, khi lấy mẫu ngẫu nhiên và số đơn vị đóng gói thay đổi sẽ được chọn ở giai đoạn đầu tiên khi lấy mẫu hai giai đoạn.
b) nếu có thể, hãy lấy số lượng gia lớn hơn số quy định bằng cách tăng n hoặc m.
Chú thích: Độ chính xác khi lấy mẫu có thể tăng tỷ lệ thuận với ![]() trong đó n1 > n.
trong đó n1 > n.
c) nếu có thể nên tăng khối lượng của một lượng gia.
Chú thích: Tăng khối lượng của một lượng gia nhiều hơn so với yêu cầu sẽ làm cho độ chính xác khi lấy mẫu được nâng cao đáng kể.
A.1. Có thể tính toán biến thiên chất lượng trong các đơn vị đóng gói (![]() ) bằng phương pháp phân tích phương sai. Tổng bình phương biến thiên chất lượng trong các đơn vị đóng gói (Sw) được tính theo:
) bằng phương pháp phân tích phương sai. Tổng bình phương biến thiên chất lượng trong các đơn vị đóng gói (Sw) được tính theo:
![]() ... (23)
... (23)
Tổng bình phương phương sai khi chuẩn bị mẫu và phân tích hóa học của mẫu (SDM) được tính theo:
![]() ... (24)
... (24)
Bảng phân tích phương sai:
Hệ số | Tổng các bình phương | Bậc tự do | Phương sai | Phương sai dưới dạng các thành phần |
| w (trong các đơn vị đóng gói) | Sw | 10 | Vw = |
|
| DM (chuẩn bị mẫu và phân tích mẫu) | SDM | 10 | VDM = |
|
Số ước đoán của phương sai kết hợp khi phân chia và đo được như sau:
![]() - VDm ... (25)
- VDm ... (25)
Và ước đoán giá trị biến thiên chất lượng trong các đơn vị đóng gói như sau:
![]() ... (26)
... (26)
A.2. Có thể tính toán giá trị biến thiên chất lượng trong các đơn vị đóng gói (![]() ) thông qua hiệu chỉnh của số hạng thứ nhất vế phải công thức (14) (xem 5.3.5).
) thông qua hiệu chỉnh của số hạng thứ nhất vế phải công thức (14) (xem 5.3.5).
Từ đó, phải tính toán biên độ các cặp mẫu con (A, B):
![]() =
= ![]() ... (27)
... (27)
![]() =
=![]() ... (28)
... (28)
Nên:
V'AB =  ... (29)
... (29)
V"AB =  ... (30)
... (30)
Trong đó d2 = 1,128 đối với dữ liệu ghép cặp.
Khi đó:
Vw = ![]() ... (31)
... (31)
Cuối cùng, công thức (14) sẽ trở thành:
![]() ) ... (32)
) ... (32)
Chú thích: Cần lưu ý rằng giá trị của Bi đã được dùng hai lần trong phương pháp này.
A.3. Phương pháp tính toán giá trị biến thiên chất lượng phải được thỏa thuận giữa nhà cung cấp và khách hàng.
Nhóm B
| CỘNG HÒA XÃ HỘI | HỢP KIM FERO | 16 TCN 1004 - 2006 |
| BỘ CÔNG NGHIỆP | Khuyến khích áp dụng |
Tiêu chuẩn này quy định phương pháp thí nghiệm để kiểm tra độ sai lệch trong khi lấy mẫu và chuẩn bị mẫu các loại hợp kim fero đã ghi trong các tiêu chuẩn liên quan.
Tiêu chuẩn này được thực hiện kết hợp với 16 TCN 992 - 2006 (ISO 3713), 16 TCN 1003 – 2006 (ISO 7087) và 16 TCN 1002 - 2006 (ISO 7373).
Tiêu chuẩn này phù hợp với ISO 7347 - 1987
16 TCN 992 - 2006 (ISO 3713), Hợp kim fero - Lấy mẫu và chuẩn bị mẫu - Quy tắc chung.
16 TCN 1003 - 2006 (ISO 7087), Hợp kim fero - Phương pháp thí nghiệm đánh giá biến thiên chất lượng và phương pháp kiểm tra độ chính xác khi lấy mẫu.
16 TCN 1002 - 2006(ISO 7373), Hợp kim fero - Phương pháp thí nghiệm để kiểm tra độ chính xác khi phân chia mẫu.
3.1. Phương pháp lấy mẫu, chuẩn bị mẫu và phân tích hóa học
Lấy mẫu, chuẩn bị mẫu và phân tích hóa học được tiến hành theo các phương pháp quy định trong các tiêu chuẩn liên quan.
3.2. Nguyên tắc
Trong phương pháp thí nghiệm, kết quả thu được bằng phương pháp cần kiểm tra (Phương pháp B) phải được đối chiếu với kết quả của một phương pháp đối chiếu đã quy định (Phương pháp A), đây là phương pháp thu được kết quả gần như không sai lệch theo quan điểm kỹ thuật và kinh nghiệm. Việc so sánh đối chiếu được tiến hành bằng phương pháp thống kê độ sai lệch ở mức ý nghĩa 5% (kiểm tra hai mặt).
3.3. Đặc trưng chất lượng
Đặc trưng chất lượng được dùng để kiểm tra độ sai lệch khi lấy mẫu là đặc điểm được nêu trong tiêu chuẩn liên quan về phương pháp lấy mẫu hợp kim fero.
Có thể lựa chọn yếu tố bất kỳ khác làm đặc trưng chất lượng thông qua thỏa thuận giữa các bên tham gia.
3.4. Số lần thí nghiệm
Quá trình thí nghiệm phải lặp lại ít nhất 10 lần (để xem xét trên 10 lô hàng hoặc 10 phần lấy từ các lô hàng; hoặc 10 mẫu gộp hay 10 mẫu con).
3.5. Lựa chọn phương pháp phân tích số liệu
Khi lấy các lượng gia riêng lẻ bằng phương pháp A và phương pháp B được ghép cặp một cách chính xác thì dùng phương pháp phân tích số liệu ghép cặp. Khi không ghép cặp các lượng gia riêng lẻ lấy bằng phương pháp A và phương pháp B sẽ dùng phương pháp phân tích số liệu không ghép cặp.
Khi số lần thí nghiệm giống nhau, phương pháp phân tích dữ liệu ghép cặp sẽ có độ nhạy cảm cao hơn về mặt thống kê so với phương pháp phân tích dữ liệu không ghép cặp xét theo ý nghĩa của độ sai lệch. Để áp dụng phương pháp phân tích số liệu ghép cặp, cần phải thiết kế và tiến hành thí nghiệm ghép cặp các lượng gia, một lấy bằng phương pháp A và một từ phương pháp B, nhằm đảm bảo về mặt kỹ thuật.
Phương pháp phân tích số liệu không ghép cặp dựa trên điều kiện số lượng phép đo của phương pháp A và phương pháp B là như nhau. Cần chú ý lấy số lượng gia như nhau cho cả hai phương pháp.
Chú thích: Phương pháp phân tích thống kê số liệu thí nghiệm đã quy định cũng có thể áp dụng cho trường hợp kiểm tra độ sai lệch các kết quả thu được từ nhiều mẫu khác nhau của cùng một lô hàng nhưng lấy ở các nơi khác nhau, ví dụ như điểm xếp hàng và dỡ hàng (xem điều 6).
4.1. Các ví dụ về thí nghiệm
Các phương pháp đối chiếu (phương pháp A) khác nhau và thay đổi tùy theo mục đích dự kiến, và vì thế khó thiết lập được quy định cố định. Dưới đây là các ví dụ về các phương pháp đối chiếu. Các phương pháp cần kiểm tra (phương pháp B) được đặt trong mối tương quan với phương pháp đối chiếu tương ứng.
Ví dụ 1: Độ sai lệch do khối lượng lượng gia gây ra
Phương pháp A: Mẫu đối chiếu là một tổ hợp gồm các lượng gia có khối lượng lớn hơn khối lượng quy định cho việc lấy mẫu thông thường.
Phương pháp B: Mẫu là một tổ hợp các lượng gia có khối lượng bằng nhau hoặc nhỏ hơn khối lượng quy định cho việc lấy mẫu thông thường vốn được coi là không gây sai lệch trong mẫu.
Chú thích: Việc phân tích chất lượng các hợp kim fero thông thường được quan sát theo chiều dọc của thỏi kim loại bị nghiền. Vì thế cần chú ý khi lấy lượng gia từ các mẫu đối chiếu.
Ví dụ 2: Lấy mẫu hợp kim fero hàng rời.
Phương pháp A: Mẫu đối tham chiếu là một tổ hợp các lượng gia lấy từ các bề mặt mới của hợp kim fero lộ ra trong quá trình xếp hoặc dỡ một lô hàng.
Phương pháp B: Mẫu là tổ hợp các lượng gia lấy từ các kho dự trữ.
Ví dụ 3: Lấy mẫu các hợp kim fero đóng trong công-te-nơ.
Phương pháp A: Mẫu tham chiếu là một tổ hợp toàn bộ các lượng gia ở dạng các đơn vị hợp kim fero đã đóng gói.
Phương pháp B: Mẫu là một tổ hợp các lượng gia lấy từ nhiều điểm được lựa chọn ngẫu nhiên trong các đơn vị hợp kim fero đã đóng gói .
Ví dụ 4: Mẫu khoan
Phương pháp A: Mẫu tham chiếu là một tổ hợp các lượng gia được lấy bằng cách khoan từ mặt trên xuyên tới mặt đáy của các khối hợp kim fero có các bề mặt thẳng đứng sau khi nghiền vỡ.
Phương pháp B: Mẫu là một tổ hợp các lượng gia có được bằng cách khoan theo thứ tự ngẫu nhiên từ nhiều điểm trên các khối hợp kim có mặt trên và mặt đáy không sạch.
Ví dụ 5: Lấy mẫu bằng muôi
Phương pháp A: Mẫu đối chiếu là một tổ hợp các lượng gia có khối lượng và tổng số quy định lấy từ một lô hàng được tạo thành bằng phương pháp rót.
Phương pháp B: Mẫu là một tổ hợp các mẫu múc bằng muôi từ một lô hàng tương ứng.
Ví dụ 6: Dụng cụ phân chia mẫu cơ khí
Phương pháp A: Mẫu đối chiếu là phần còn lại của một mẫu thu được sau khi mẫu phân chia đã được lấy đi.
Phương pháp B: Mẫu là một mẫu phân chia thu được bằng phương pháp thông thường.
4.2. Lấy mẫu
4.2.1. Hai mẫu gộp sẽ được lấy từ cùng một lô hàng đang xem xét hoặc từ cùng một phần của lô hàng; một mẫu lấy bằng phương pháp A và mẫu kia lấy bằng phương pháp B. Mẫu gộp lấy bằng phương pháp A được gọi là mẫu gộp A và mẫu lấy bằng phương pháp B được gọi là mẫu gộp B.
Chú thích: Nhằm mục đích kiểm tra độ sai lệch trong các kết quả thu được từ nhiều mẫu khác nhau của một lô hàng (xem chú thích trong mục 3.5), một trong hai mẫu được coi là mẫu gộp A và mẫu kia là mẫu gộp B.
4.2.2. Mỗi một cặp lượng gia để tạo thành các mẫu gộp A và B được lấy từ cùng một điểm của lô hàng hợp kim fero.
4.2.3. Khi không định ghép cặp các lượng gia, mẫu gộp A sẽ là mẫu thu được bằng phương pháp A và mẫu gộp B là mẫu thu được bằng phương pháp B.
4.3. Chuẩn bị mẫu
4.3.1. Đối với các trường hợp từ ví dụ 1 đến ví dụ 5 trong 4.1, để kiểm tra độ sai lệch khi lấy mẫu, hai mẫu gộp A và B sẽ được xử lý riêng rẽ bằng cùng một phương pháp để chuẩn bị cho các mẫu kiểm tra A và B tương ứng.
4.3.2. Đối với trường hợp ở ví dụ 6, để kiểm tra độ sai lệch khi chuẩn bị mẫu, hai mẫu kiểm tra A và B khác nhau sẽ được chuẩn bị riêng rẽ từ cùng một mẫu gộp hoặc cùng một mẫu con.
4.4. Xác định và ghi chép
Đặc trưng chất lượng sẽ được xác định trên các mẫu kiểm tra A và B bằng cùng một phương pháp. Các kết quả phân tích hóa học được ghi lại trong bảng số liệu như nêu trong các ví dụ ở bảng 1 và 2. Bảng 1 dùng cho trường hợp các lượng gia được ghép cặp và bảng 2 cho các lượng gia không được ghép cặp.
Bảng 1 - Ví dụ về bảng số liệu của một kiểm tra t dùng cho các số liệu được ghép cặp (xem chú thích về các ký hiệu ở phụ lục A)
Chỉ định thí nghiệm:
Loại và cấp hợp kim fero: (Ví dụ, ferocrom A)
Xác định lô hàng (của mẫu gộp):
Ngày thí nghiệm:
Lượng gia số | Đặc trưng chất lượng | |||
|
|
| di = |
| |
| 1 2 . . . k |
|
|
|
|
|
|
| Tổng |
|
|
Tính toán đối với thử nghiệm t trên một lô hàng:
![]() = (cộng hoặc trừ)
= (cộng hoặc trừ)
Vd =
to =
t (f; 0,025) =
Báo cáo về kết quả thử nghiệm t:
Chú thích: Kết luận thí nghiệm xuất phát từ kết quả tổng thể thu được sau khi lặp lại thí nghiệm trên ít nhất 10 lô hàng (hoặc các phần của lô hàng) của cùng một loại hợp kim fero.
Bảng 2: Ví dụ về số liệu của một thí nghiệm t dùng cho số liệu không ghép cặp
(các ký hiệu được giải thích trong phụ lục B và C)
Chỉ định thí nghiệm:
Loại và cấp hợp kim fero: (Ví dụ, ferocrom A)
Xác định lô hàng (của mẫu gộp):
Ngày thí nghiệm:
Lô hàng số | Cấp hợp kim | Đặc trưng chất lượng | |||||
| Mẫu gộp B | Mẫu gộp A | ||||||
|
|
|
|
|
|
| ||
| 1 2 . . . n |
|
|
|
|
|
|
|
|
| Tổng |
|
|
|
|
|
|
Tính toán đối với thí nghiệm t trên 10 lô hàng:
![]() =
=
SB =
![]() =
=
SA =
to =
t (f; 0,025) =
Báo cáo về kết quả thí nghiệm t:
5.1. Kiểm tra mức ý nghĩa của độ sai lệch
Kiểm tra mức ý nghĩa độ sai lệch giữa hai kết quả thí nghiệm, nói cách khác, là độ sai lệch kết quả của phương pháp B so với kết quả của phương pháp đối chiếu A, sẽ được thực hiện bởi kiểm tra thống kê t. Đối với số liệu không ghép cặp, trước khi tiến hành thử nghiệm t, thực hiện thử nghiệm F để kiểm tra sự tương thích giữa hai phương sai của cả hai phương pháp.
Phân tích số liệu theo chú thích trong 3.5. được thực hiện theo quy trình ở mục 5.3.
5.2. Số liệu ghép cặp
5.2.1. Tính toán giá trị quan sát t, ký hiệu to. Phương pháp tính toán được nêu trong phụ lục A.
5.2.2. So sánh giá trị tuyệt đối của to có được bằng thí nghiệm với điểm t(f; 0,025) thu được từ bảng 3 (xem phụ lục A).
Khi | to| < t(f; 0,025), thì ![]() không có ý nghĩa
không có ý nghĩa
Khi | to| ³ t(f; 0,025), thì ![]() có ý nghĩa.
có ý nghĩa.
Chú thích: Xem mục 6 để biết các kết luận có thể rút ra từ kết quả của những thử nghiệm này.
5.3. Số liệu không ghép cặp
5.3.1. Phương thức của phương sai kết quả theo phương pháp A và phương pháp B được kiểm tra bằng một phương pháp thống kê gọi là thử nghiệm F, đây là thử nghiệm tỷ suất phương sai. Phương pháp tính toán được nêu trong phụ lục B.
5.3.2. So sánh giá trị quan sát Fo thu được bằng thí nghiệm với điểm F(f; 0,05) được lấy từ bảng 3 (xem phụ lục B).
Khi Fo < F(f; 0,025), thử nghiệm đạt.
Khi Fo| ³ F(f; 0,025), thử nghiệm không đạt.
5.3.3. Nếu thử nghiệm F là đạt, áp dụng thử nghiệm t. Nếu thử nghiệm F không đạt, loại bỏ kết quả thí nghiệm, và nếu cần thì thực hiện thêm thí nghiệm.
5.3.4. Phương pháp tính toán bằng thử nghiệm t để biết mức ý nghĩa của độ chênh lệch nêu trong phụ lục C.
5.3.5. So sánh giá trị tuyệt đối to thu được bằng thí nghiệm với điểm t(f; 0,025) được lấy từ bảng 3 (xem phụ lục A).
Khi | to| < t(f; 0,025), ![]() không có ý nghĩa
không có ý nghĩa
Khi | to| ³ t(f; 0,025), ![]() có ý nghĩa.
có ý nghĩa.
Chú thích: Xem mục 6 để biết các kết luận có thể rút ra từ kết quả của những thử nghiệm này.
6. ĐÁNH GIÁ KẾT QUẢ THÍ NGHIỆM
Trong trường hợp độ sai lệch giữa các kết quả thu được từ phương pháp B và phương pháp A không đáng kể theo thử nghiệm t, thì phương pháp B được áp dụng như phương pháp thông thường, với điều kiện có thỏa thuận giữa các bên liên quan nếu cần thiết.
Cần xem xét các điều kiện sau:
a) không có độ sai lệch nghĩa là giá trị thu được từ các thao tác thông thường không đi chệch khỏi giá trị đúng hoặc giá trị tham chiếu trong phương pháp này với độ sai lệch mang ý nghĩa thống kê.
b) nếu, ngay cả khi độ sai lệch mang ý nghĩa thống kê, nó sẽ được coi là không đáng kể xét theo ý nghĩa thực tiễn, phương pháp B vẫn có thể được dùng làm phương pháp thông thường, với điều kiện có thỏa thuận giữa các bên liên quan, nếu cần thiết.
c) khi độ sai lệch không có ý nghĩa thống kê, nhưng được các bên liên quan coi là lớn xét theo ý nghĩa thực tiễn, thì phải tiến hành thêm thí nghiệm.
PHƯƠNG PHÁP TÍNH TOÁN TRONG THỬ NGHIỆM T ĐỐI VỚI CÁC CẶP SỐ LIỆU
A.1. Tính toán độ sai lệch giữa các số do được ghép cặp:
di = ![]() -
- ![]() i = 1, 2, ..., k ... (1)
i = 1, 2, ..., k ... (1)
Trong đó:
di là độ sai lệch hoặc độ lệch thứ i của ![]() so với
so với ![]() ;
;
![]() là số đo thứ i của mẫu B thu được bằng phương pháp B được kiểm tra;
là số đo thứ i của mẫu B thu được bằng phương pháp B được kiểm tra;
![]() là số đo thứ i của mẫu A thu được bằng phương pháp đối chiếu A;
là số đo thứ i của mẫu A thu được bằng phương pháp đối chiếu A;
k là số cặp số đo.
A.2. Tính toán giá trị trung bình độ sai lệch tính đến 1 số thập phân sau dấu phẩy chứ không phải giá trị sử dụng trong bản thân các phép đo:
![]() ... (2)
... (2)
Trong đó
![]() là giá trị trung bình độ sai lệch
là giá trị trung bình độ sai lệch
A.3. Tính số ước đoán không thiên lệch của phương sai của độ chênh lệch:
Vd =  ... (3)
... (3)
Trong đó:
Vd là số ước đoán không sai lệch của phương sai của độ sai lệch;
f là số bậc tự do - trong phương pháp này
f = k - 1
A.4. Tính toán giá trị quan sát t, ký hiệu là to, bằng cách làm tròn tới số thập phân thứ 3:
to = ![]() ... (4)
... (4)
A.5. Thu được điểm mang ý nghĩa thống kê t với mức ý nghĩa 2,5% đối với bậc tự do là f, ký hiệu là t (f; 0,025), lấy từ bảng 3.
Bảng 3: Điểm t (f; 0,025) (hai mặt)
| f | 9 | 10 | 11 | 12 | 13 | 14 |
| t | 2,262 | 2,228 | 2,201 | 2,179 | 2,160 | 2,145 |
| f | 15 | 16 | 17 | 18 | 19 | 20 |
| t | 2,131 | 2,120 | 2,110 | 2,101 | 2,093 | 2,086 |
PHƯƠNG PHÁP TÍNH TOÁN THỬ NGHIỆM F ĐỐI VỚI SỐ LIỆU KHÔNG GHÉP CẶP
B.1. Để đơn giản hóa, biến đổi các phép đo thô thành số nguyên:
|
XBi = (xBi - c2)h i = 1, 2...... n
Trong đó:
XAi, XBi là các số đo đã biến đổi thứ i tương ứng của các mẫu A và B;
xAi, xBi là số đo thô tương ứng của mẫu A và mẫu B
c1, c2 là các hằng số trừ chọn tùy ý độc lập để biến đổi;
h là hằng số nhân chọn tùy ý để biến đổi;
n là số các phép đo của mẫu A và mẫu B.
|
![]()
![]()
![]()
B.3. Tính toán các tổng bình phương ký hiệu SA và SB tương ứng:
|
SB = ![]()
|
VA = ![]()
VB = ![]()
Trong đó fA và fB là số bậc tự do tương ứng của mẫu A và mẫu B, fA=nA – 1, fB =nB – 1; trong phương pháp này nA = nB = n.
B.5. Tính toán số giữa VB của phương pháp B với VA của phương pháp đối chiếu A bằng phương trình (9), làm tròn đến số thập phân thứ 2.
Chú thích: Trong phương pháp này, giả định rằng phương sai của phương pháp đối chiếu A sẽ nhỏ hơn phương sai của phương pháp B (VA < VB). Tuy nhiên, trong trường hợp ngược lại (VA > VB), thì đổi mẫu số thành tử số sao cho tỷ số lớn hơn 1, và sử dụng phương trình 10.
Fo = ![]() Fo ³ 1 ... (9)
Fo ³ 1 ... (9)
hoặc Fo = ![]() Fo ³ 1 ... (10)
Fo ³ 1 ... (10)
B.6. Thu thập điểm thống kê F ở mức ý nghĩa 5% với bậc tự do fA và fB (fA = fB = f), ký hiệu là F(f; 0,05), lấy từ bảng 4.
Bảng 4: Điểm F (f; 0,05)
| f | 9 | 10 | 12 | 15 | 20 |
| F | 3,18 | 2,98 | 2,69 | 2,40 | 2,12 |
PHƯƠNG PHÁP TÍNH TOÁN THỬ NGHIỆM T ĐỐI VỚI SỐ LIỆU KHÔNG GHÉP CẶP
Giá trị quan sát t mang ý nghĩa thống kê, ký hiệu là to, được tính toán làm tròn đến số thập phân thứ 3 như sau:
t0 =  ... (11)
... (11)
Do vậy:
to =  ... (12)
... (12)
Trong đó: fA = nA - 1, fB = nB = 1 và fB = fB = f
VÍ DỤ TÍNH TOÁN CÁC SỐ LIỆU GHÉP CẶP VÀ KHÔNG GHÉP CẶP
Một thí nghiệm để lựa chọn mẫu được tiến hành với 12 lô hàng silic canxi [15% (m/m) Ca]. Một mẫu gộp A chứa 10 lượng gia khối lượng 15kg mỗi phần và một mẫu gộp B chứa 10 lượng gia khối lượng 5kg mỗi phần được lấy từ mỗi lô hàng.
Các mẫu có khối lượng 15kg và 5kg được lấy đồng thời từ hợp kim nghiền và trộn trong khi đóng gói.
Các mẫu A và B được coi là các số dữ liệu (xem bảng 5).
Một mẫu C lấy sơ bộ bằng cách đập vụn các mảnh từ các thỏi chưa nghiền lấy từ từng lô hàng trong tổng số 12 lô hàng.
Vì thế, mẫu B lấy từ hợp kim nghiền trong khi đóng gói và mẫu C thu được bằng cách đập vụn các mảnh từ các thỏi kim loại có thể được coi là các số liệu không ghép cặp (xem bảng 6).
Bảng 5: Kết quả phân tích khi kiểm tra các số liệu ghép cặp và tính toán
Chỉ định thí nghiệm: Lựa chọn khối lượng lượng gia.
Loại hợp kim fero: Siliccanxi
Xác định lô hàng (hay một mẫu gộp): Một mẫu A gồm các lượng gia khối lượng 15kg và một mẫu B gồm các lượng gia khối lượng 5kg.
Ngày thí nghiệm: Tháng 7/1980.
| Lô hàng số | Loại hợp kim | Canxi, % (khối lượng) | |||
| xAi | xBi | di=xAi-xBi |
| ||
| 1 | Silic canxi xấp xỉ 15% (khối lượng) Ca | 17,2 | 17,3 | -0,1 | 0,01 |
| 2 | 18,7 | 18,5 | + 0,2 | 0,04 | |
| 3 | 17,1 | 17,1 | 0,0 | 0,0 | |
| 4 | 16,8 | 16,7 | + 0,1 | 0,01 | |
| 5 | 17,2 | 17,2 | 0,0 | 0,0 | |
| 6 | 19,2 | 19,2 | 0,0 | 0,0 | |
| 7 | 17,0 | 16,7 | + 0,3 | 0,09 | |
| 8 | 18,0 | 18,5 | - 0,5 | 0,25 | |
| 9 | 17,8 | 18,1 | - 0,3 | 0,09 | |
| 10 | 17,0 | 16,7 | + 0,3 | 0,09 | |
| 11 | 18,2 | 18,4 | - 0,2 | 0,04 | |
| 12 | 17,3 | 17,3 | 0,0 | 0,0 | |
|
| Tổng |
|
| +0,9 |
|
|
|
|
|
| -1,1 | 0,62 |
|
|
|
|
| -0,2 |
|
Tính toán thử nghiệm t
![]()
Vd = ![]() =
= ![]()
to = ![]()
tbảng (11; 0,025) = 2,20
½to½ < ttabl
0,249 < 2,201
Độ sai lệch được coi là không đáng kể.
Vì thế, khối lượng của một lượng gia được chọn là 5kg.
Bảng 6: Kết quả phân tích khi kiểm tra các số liệu không ghép cặp và tính toán.
Chỉ định thí nghiệm: Lựa chọn phương pháp lấy mẫu
Loại hợp kim fero: Siliccanxi
Xác định một lô hàng (hay một mẫu gộp): Mẫu B lấy từ hợp kim đã nghiền trong khi đóng gói và mẫu C có được bằng cách đập vụn các mảnh bằng một hệ thống lấy mẫu từ các thỏi chưa nghiền.
Ngày thí nghiệm: Tháng 7/1980
| Lô hàng số | Loại hợp kim fero | Canxi, % (khối lượng) | |||
Mẫu B | Mẫu C | ||||
| xBi | x2Bi | xci | x2ci | ||
| 1 | Silic Canxi xấp xỉ 15% (khối lượng) Ca | 17,3 | 299,3 | 17,7 | 313,3 |
| 2 | 18,5 | 342,3 | 19,0 | 361,0 | |
| 3 | 17,1 | 292,4 | 19,3 | 372,5 | |
| 4 | 16,7 | 278,9 | 16,7 | 278,9 | |
| 5 | 17,2 | 295,8 | 19,0 | 361,0 | |
| 6 | 19,2 | 368,6 | 19,4 | 376,4 | |
| 7 | 16,7 | 278,9 | 16,8 | 282,2 | |
| 8 | 18,5 | 342,3 | 19,0 | 361,0 | |
| 9 | 18,1 | 327,6 | 18,8 | 353,4 | |
| 10 | 16,7 | 278,9 | 17,8 | 316,8 | |
| 11 | 18,4 | 338,6 | 18,7 | 349,7 | |
| 12 | 17,3 | 299,3 | 18,5 | 342,3 | |
|
| Tổng | 211,7 | 3 742,9 | 220,7 | 4 068,5 |
Tính toán thử nghiệm F đối với số liệu không ghép cặp
![]() = 17,6
= 17,6
![]() = 18,4
= 18,4
SB = ![]()
= 3 742,9 - ![]()
= 3 742,9 - 3 734,74 = 8,16
SC = ![]()
= 4 068,5 - ![]()
= 4 068,5 - 4 059,0 = 9,5
Xác định các số ước đoán không sai lệch của phương sai:
VB = ![]()
VC = ![]()
Xác định tỉ số giữa VC của phương pháp C và VB của phương pháp đối chiếu B:
Fo = ![]() = 1,16 Fo > 1
= 1,16 Fo > 1
Fbảng (11; 0,05) = 2,8
Fo < Fbảng (1,16 < 2,8)
Phép kiểm tra được coi là là đã thỏa mãn.
Tính toán thử nghiệm t đối với số liệu không ghép cặp:
t0 =  =
= 
to = 2,186
tbảng = (11; 0,025) = 2,201
to < tbảng.
Độ sai lệch không có ý nghĩa thống kê và to xấp xỉ bằng tbảng, phương pháp C có thể được chọn làm phương pháp đối chiếu nếu không phải tiến hành các thí nghiệm bổ sung.
Nhóm B
| CỘNG HÒA XÃ HỘI | FEROCROM, FEROSILICCROM, FEROSILIC, FEROSILICMANGAN, FEROMANGAN | 16 TCN 1005 - 2006 |
| BỘ CÔNG NGHIỆP | Khuyến khích áp dụng |
1. PHẠM VI VÀ LĨNH VỰC ÁP DỤNG
Tiêu chuẩn này quy định phương pháp lấy mẫu và chuẩn bị mẫu để xác định thành phần hóa học của một lô hàng ferocrom, ferosiliccrom, ferosilic, ferosilicmangan hoặc feromangan.
Chú thích: Để lấy mẫu, ferocrom được chia thành hợp kim có thể nghiền vụn và không thể nghiền vụn. Ferocrom cacbon thấp và cacbon trung bình là hợp kim thuộc loại không nghiền được; ferocrom cacbon trung bình và cacbon cao là hợp kim thuộc loại nghiền được.
Tiêu chuẩn này phù hợp với ISO4552 - 1(E)
ISO 3713, Hợp kim fero - Lấy mẫu và chuẩn bị mẫu - Quy tắc chung
3.1. Định nghĩa, các yêu cầu chung về lấy mẫu và chuẩn bị mẫu, dụng cụ và thiết bị
Xem ISO 3713 (16 TCN 992 - 2006)
3.2. Đặc trưng chất lượng đối với độ chính xác quy định
Độ chính xác tổng khi xác định thành phần hóa học của một lô hàng bSDM, độ chính xác khi lấy mẫu bS, độ chính xác trong quá trình chuẩn bị mẫu bD và độ chính xác của phương pháp phân tích bM với độ tin cậy 95% được quy định theo đặc trưng chất lượng nêu trong bảng 1.
Bảng 1: Các đặc trưng chất lượng đối với độ chính xác quy định
| Hợp kim fero | Đặc trưng chất lượng, % (khối lượng) |
| Ferocrom | Hàm lượng crom |
| Ferosiliccrom | Hàm lượng crom và hàm lượng silic |
| Ferosilic | Hàm lượng silic |
| Ferosilicmangan | Hàm lượng silic và hàm lượng mangan |
| Feromangan | Hàm lượng mangan |
4. ĐỘ CHÍNH XÁC TỔNG KHI XÁC ĐỊNH THÀNH PHẦN
Các phương pháp lấy mẫu và chuẩn bị mẫu quy định trong tiêu chuẩn này cho phép xác định thành phần hóa học của một lô hàng với độ tin cậy 95% có độ chính xác tổng quy định trong bảng 2, tùy theo khối lượng của lô hàng được lấy mẫu (tính bằng tấn).
Bảng 2: Độ chính xác tổng khi xác định thành phần hóa học
của một lô hàng
| Khối lượng lô hàng,T | Độ chính xác tổng thể, bSDM, % (khối lượng) | ||||||||
| lớn hơn | nhỏ hơn hoặc bằng | FeCr không nghiền được | FeCr nghiền được | FeSiCr | FeSi | FeSiMn | FeMn | ||
|
|
| Cr | Si | Mn | |||||
| 5 000 | 10 000 | 0,68 | 0,53 | 0,54 | 0,56 | 0,74 | 0,43 | 0,44 | 0,43 |
| 2 500 | 5 000 | 0,69 | 0,53 | 0,56 | 0,56 | 0,75 | 0,43 | 0,45 | 0,44 |
| 1 000 | 2 500 | 0,69 | 0,54 | 0,56 | 0,57 | 0,75 | 0,44 | 0,46 | 0,44 |
| 500 | 1 000 | 0,70 | 0,55 | 0,57 | 0,57 | 0,76 | 0,44 | 0,47 | 0,46 |
| 250 | 500 | 0,70 | 0,56 | 0,59 | 0,59 | 0,77 | 0,45 | 0,48 | 0,46 |
| 100 | 250 | 0,71 | 0,57 | 0,60 | 0,60 | 0,78 | 0,46 | 0,49 | 0,48 |
| 50 | 100 | 0,73 | 0,59 | 0,61 | 0,61 | 0,79 | 0,48 | 0,50 | 0,49 |
| 25 | 50 | 0,75 | 0,61 | 0,64 | 0,64 | 0,81 | 0,50 | 0,53 | 0,51 |
| 10 | 25 | 0,78 | 0,68 | 0,76 | 0,72 | 0,88 | 0,55 | 0,59 | 0,57 |
| 5 | 10 | 0,82 | 0,72 | 0,78 | 0,78 | 0,93 | 0,58 | 0,64 | 0,61 |
|
| 5 | 0,87 | 0,79 | 0,79 | 0,86 | 0,99 | 0,64 | 0,71 | 0,67 |
5.1. Khối lượng lượng gia
5.1.1. Khối lượng tối thiểu của một lượng gia, là hàm của kích thước danh nghĩa lớn nhất của một lô hàng, phải tương ứng với số liệu trong Bảng 3.
Bảng 3: Khối lượng của lượng gia
| Kích thước danh nghĩa lớn nhất, mm | Khối lượng tối thiểu của lượng gia, kg | ||||
FeCrnghiền được | FeSiCr | FeSi | FeSiMn | FeMn | |
| 100 và lớn hơn | 8,0 | 5,0 | 8,0 | 8,0 | 8,0 |
| 75 | - | - | 4,0 | - | - |
| 40 | 4,0 | 3,0 | - | 4,0 | 4,0 |
| 35 | - | - | 1,5 | - | - |
| 25 | 1,5 | 1,0 | 1,0 | 1,5 | 1,5 |
| 10 và nhỏ hơn | 1,0 | 0,5 | 0,5 | 1,0 | 1,0 |
5.1.2. Đối với ferocrom không nghiền được, khối lượng tối thiểu của một lượng gia lấy từ tảng bằng cách khoan có bề dày từ 0,1 đến 0,2mm không ít hơn 20g.
5.2. Số lượng lượng gia và độ chính xác khi lấy mẫu
5.2.1. Số lượng tối thiểu lượng gia cần thiết để đạt được độ chính xác đã định khi lấy mẫu là hàm của khối lượng một lô hàng, phải tương ứng với số liệu trong bảng 4.
Chú thích:
1. Các thông số lấy mẫu khác có thể được áp dụng theo thỏa thuận giữa nhà cung cấp và bên mua. Trong trường hợp này, số lượng tối thiểu lượng gia được tính toán bằng công thức:
n = 
2. Nếu kích thước lớn nhất của hạt trong một lô hàng từ 100mm trở lên, các lượng gia được lấy theo (16TCN 992-2006) ISO 3713.
Bảng 4: Số lượng tối thiểu lượng gia và độ chính xác khi lấy mẫu
| Khối lượng lô hàng, T | Số lượng tối thiểu lượng gia | Độ chính xác khi lấy mẫu, bS, % (khối lượng) | |||||||
| lớn hơn | nhỏ hơn hoặc bằng | FeCr | FeSiCr | FeSi | FeSiMn | FeMn | |||
| Cr | Si | Mn | |||||||
| 5 000 | 10 000 | 33 | 0,28 | 0,28 | 0,31 | 0,31 | 0,23 | 0,26 | 0,24 |
| 2 500 | 5 000 | 30 | 0,29 | 0,29 | 0,33 | 0,33 | 0,24 | 0,27 | 0,25 |
| 1 000 | 2 500 | 28 | 0,30 | 0,30 | 0,34 | 0,34 | 0,25 | 0,28 | 0,26 |
| 500 | 1 000 | 25 | 0,32 | 0,32 | 0,36 | 0,36 | 0,26 | 0,30 | 0,28 |
| 250 | 500 | 23 | 0,33 | 0,33 | 0,38 | 0,38 | 0,27 | 0,31 | 0,29 |
| 100 | 250 | 20 | 0,36 | 0,36 | 0,40 | 0,40 | 0,29 | 0,33 | 0,31 |
| 50 | 100 | 18 | 0,38 | 0,38 | 0,42 | 0,42 | 0,31 | 0,35 | 0,33 |
| 25 | 50 | 15 | 0,41 | 0,41 | 0,46 | 0,46 | 0,34 | 0,39 | 0,36 |
| 10 | 25 | 10 | 0,51 | 0,51 | 0,57 | 0,57 | 0,41 | 0,47 | 0,44 |
| 5 | 10 | 8 | 0,57 | 0,57 | 0,64 | 0,64 | 0,46 | 0,53 | 0,49 |
|
| 5 | 6 | 0,65 | 0,65 | 0,73 | 0,73 | 0,53 | 0,61 | 0,57 |
5.2.2. Đối với ferocrom loại không nghiền được, số lượng tối thiểu tảng hợp kim cần thiết để đạt được độ chính xác quy định khi lấy mẫu là một hàm của khối lượng lô hàng, phải tương ứng với số liệu trong Bảng 5.
Bảng 5: Số lượng tối thiểu tảng vật liệu và độ chính xác khi lấy mẫu đối với ferocrom loại không nghiền được
| Khối lượng lô hàng, | Số lượng tối thiểu tảng vật liệu | Độ chính xác khi lấy mẫu bS, % (khối lượng) Cr | |
| Lớn hơn | Nhỏ hơn hoặc bằng | ||
| 5 000 | 10 000 | 39 | 0,26 |
| 2 500 | 5 000 | 36 | 0,27 |
| 1 000 | 2 500 | 33 | 0,28 |
| 500 | 1 000 | 29 | 0,30 |
| 250 | 500 | 27 | 0,31 |
| 100 | 250 | 24 | 0,33 |
| 50 | 100 | 19 | 0,37 |
| 25 | 50 | 16 | 0,40 |
| 10 | 25 | 12 | 0,46 |
| 5 | 10 | 9 | 0,53 |
|
| 5 | 7 | 0,60 |
5.3. Phương pháp lấy mẫu lượng gia
5.3.1. Khi lấy mẫu một lô hàng chưa đóng gói, các phương pháp lấy mẫu lượng gia và khoảng cách giữa các lần lấy mẫu lượng gia theo ISO 3713 (16 TCN 992 - 2006).
5.3.2. Khi lấy mẫu một lô hàng đã đóng gói, các mẫu được lấy trong một hoặc 2 giai đoạn.
Khi lấy mẫu một giai đoạn, số lượng đơn vị đã đóng gói được lấy phải tương ứng với số lượng lượng gia hoặc tảng vật liệu quy định trong các bảng 4 và 5. Một lượng gia phải được lấy từ mỗi đơn vị đóng gói được.
Khi lấy mẫu hai giai đoạn, số lượng các đơn vị đã đóng gói lấy ở giai đoạn thứ nhất và số lượng các lượng gia lấy từ một đơn vị đóng gói sẽ được tính bằng phương trình (8) trong ISO 3713 (16 TCN 992 - 2006). Mp và nS được chọn sao cho bS không vượt quá các giá trị nêu trong các bảng 4 và 5 đối với khối lượng lô hàng tương ứng.
Phương pháp lựa chọn đơn vị đóng gói và lựa chọn các lượng gia từ những đơn vị đóng gói này theo ISO 3713 (16 TCN 992 - 2006).
5.3.3. Đối với ferocrom không nghiền được, phương pháp lấy mẫu từ tảng vật liệu phải giống như phương pháp lấy mẫu lượng gia đối với lô hàng chưa đóng gói cũng như đã đóng gói (xem 5.3.1).
5.3.4. Các lượng gia được lấy từ các tảng ferocrom loại không nghiền được bằng một trong các phương pháp sau:
a) Nếu dễ nhận biết bề mặt trên và dưới của một tảng vật liệu mẫu, lượng gia dưới dạng khối được lấy bằng cách đục hoặc khoan thủng chiều bề dày của tảng vật liệu từ bề mặt trên đến mặt dưới như nêu trong hình 1.
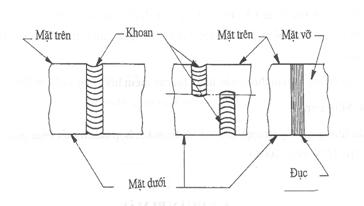
Hình 1: Quy trình lấy mẫu lượng gia của tảng ferocrom loại không nghiền được
b) Nếu dễ nhận biết các bề mặt trên và dưới của tảng vật liệu và chiều dày của tảng vật liệu quá lớn khó có thể lấy lượng gia theo phương pháp a), thì tiến hành khoan vuông góc với bề mặt vỡ ở bốn điểm cách đều nhau. Khoảng cách giữa các lỗ ngoài với mặt trên và mặt dưới của một tảng vật liệu không được quá 5mm như thể hiện ở hình 2. Cần chú ý lấy các khối khoan đẽo có khối lượng bằng nhau.
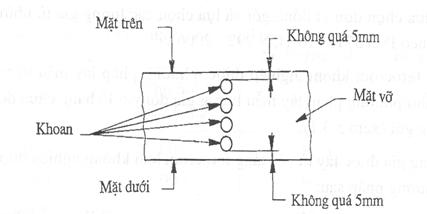
Hình 2: Quy trình lấy mẫu lượng gia của một tảng ferocrom loại không nghiền được bằng các khoan vuông góc với bề mặt vỡ
c) Nếu khó xác định bề mặt trên và mặt dưới của tảng vật liệu, lượng gia sẽ được lấy trên toàn bộ mặt cắt được lựa chọn ngẫu nhiên trên tảng vật liệu bằng cách đục.
Nguyên công khoan được tiến hành tại các điểm lựa chọn ngẫu nhiên.
5.4. Mẫu gộp
Mẫu lượng gia lấy từ một lô hàng sẽ được kết hợp thành một mẫu gộp theo ISO 3713 (16TCN 992-2006).
6.1. Độ chính xác khi chuẩn bị mẫu
Các phương pháp chuẩn bị mẫu quy định trong tiêu chuẩn này cho biết độ chính xác trong chuẩn bị mẫu, với độ tin cậy 95%, được thể hiện trong Bảng 6.
Bảng 6: Độ chính xác khi chuẩn bị mẫu
| Hợp kim fero | Độ chính xác khi chuẩn bị mẫu, ± bD, % (khối lượng) | ||
| Cr | Si | Mn | |
| Ferocrom |
|
|
|
| - Loại nghiền được | 0,4 |
|
|
| - Loại không nghiền được | 0,6 |
|
|
| Ferosiliccrom | 0,4 | 0,4 |
|
| Ferosilic |
| 0,6 |
|
| Ferosilicmangan |
| 0,3 | 0,3 |
| Feromangan |
|
| 0,3 |
6.2. Phân chia mẫu
6.2.1. Yêu cầu của phương pháp phân chia mẫu theo 16 TCN 992 - 2006 (ISO 3713).
6.2.2. Mẫu được nghiền thành hạt nhỏ lọt hoàn toàn qua sàng có cỡ mắt 10mm x 10mm. Một mẫu gộp hoặc một mẫu con được phân chia theo Bảng 7; nếu cần sẽ phân chia các lượng gia theo quy tắc phân chia trong 16 TCN 992 - 2006 (ISO 3713).
Ví dụ về phân chia mẫu gộp xem hình 3.
Bảng 7: Quy tắc phân chia một mẫu gộp hoặc một mẫu con
Kích thước lớn nhất của mẫu đã chiamm | Khối lượng tối thiểu của mẫu đã chiakg |
| 10,0 | 15,0 |
| 5,0 | 3,0 |
| 2,8 | 1,5 |
| 1,0 | 0,400 |
| 0,250 | 0,200 |
6.3. Nghiền và trộn
Các phương pháp nghiền và trộn theo 16 TCN 992 - 2006 (ISO 3713)
7.1. Khối lượng của mẫu kiểm tra để phân tích hóa học không được nhỏ hơn 50g. Kích thước lớn nhất của một mẫu kiểm tra không được lớn hơn 160mm. Kích thước lớn nhất của mẫu ferocrom loại không nghiền được lấy dưới dạng khoan, không được lớn hơn 1,6mm.
7.2. Số lượng mẫu kiểm tra, đóng gói và dán nhãn các mẫu này theo yêu cầu của ISO 3713 (16 TCN..................).
ISO 5445, Ferosilic - Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 4556, Feromangan - Yêu cầ kỹ thuật và điều kiện giao hàng.
ISO 5447, Ferosilicmangan - Yêu cầu kỹ thuật và điều kiện giao hàng
ISO 5448, Ferocrom, Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 5449, Ferosiliccrom, Yêu cầu kỹ thuật và điều kiện giao hàng.
ISO 7087, Các hợp kim fero - Các phương pháp thí nghiệm đánh giá biến đổi chất lượng và phương pháp kiểm tra độ chính xác khi lấy mẫu.
ISO 7347, hợp kim fero - Phương pháp thí nghiệm kiểm tra độ sai lệch trong lấy mẫu và chuẩn bị mẫu.
IS 7373, Hợp kim fero - Phương pháp thí nghiệm kiểm tra độ chính xác khi phân chia mẫu.
![]() Lô hàng, 50t Kích thước danh nghĩa lớn nhất 100mm
Lô hàng, 50t Kích thước danh nghĩa lớn nhất 100mm
![]() Mẫu gộp, 120kg 8kg x 15
Mẫu gộp, 120kg 8kg x 15
![]() Nghiền đến 10mm
Nghiền đến 10mm
![]() Phân chia Bằng sàng đãi 3 lần
Phân chia Bằng sàng đãi 3 lần
![]() Mẫu đã phân chia, 15kg
Mẫu đã phân chia, 15kg
![]() Nghiền thô1) xuống 2,8mm
Nghiền thô1) xuống 2,8mm
![]() Phân chia Bằng sàng đãi 3 lần
Phân chia Bằng sàng đãi 3 lần
![]() Mẫu đã phân chia 1,9kg
Mẫu đã phân chia 1,9kg
![]() Nghiền vụn1) xuống 1,0mm
Nghiền vụn1) xuống 1,0mm
![]() Phân chia Bằng phương pháp phân chia lượng gia
Phân chia Bằng phương pháp phân chia lượng gia
![]() Mẫu đã phân chia, 400g
Mẫu đã phân chia, 400g
![]() Tán thành bột nhỏ tới 0,16mm
Tán thành bột nhỏ tới 0,16mm
Bốn mẫu kiểm tra, mỗi mẫu 50g
Hình 3: Sơ đồ chuẩn bị mẫu ferosilic
SỐ LIỆU BAN ĐẦU ĐỂ TÍNH TOÁN CÁC THÔNG SỐ LẤY MẪU
A.1. Số lượng lượng gia lấy từ một lô hàng
Xem bảng 4 và 5.
A.1.1. Công thức tính toán số lượng các lượng gia
Số lượng các lượng gia lấy từ một lô hàng được tính toán theo phương trình (6) trong ISO 3713 (16TCN 992 - 2006).
Hệ số hiệu chỉnh ![]() được lấy bằng 1.
được lấy bằng 1.
A.1.2. Tính hỗn tạp của lô hàng (sai số tiêu chuẩn giữa các lượng gia, si)
Độ lệch chuẩn giữa các lượng gia si được xác định bằng thí nghiệm đối với lô hàng được cấu thành bởi phương pháp phân cấp lô hàng. Giá trị của si được thể hiện trong bảng 8 ứng với các đặc trưng chất lượng quy định trong các tiêu chuẩn về điều kiện kỹ thuật để giao hàng hợp kim fero (xem bảng 8).
Bảng 8: Các giá trị độ hỗn tạp của lô hàng
Hợp kim fero | Sai số tiêu chuẩn giữa các lượng gia | ||
| Cr | Si | Mn | |
| Ferocrom | 0,8 |
|
|
| Ferosiliccrom | 0,8 | 0,9 |
|
| Fero silic |
| 0,9 |
|
| Ferosilicmangan |
| 0,65 | 0,75 |
| Feromangan |
|
| 0,70 |
A.1.3. Độ chính xác khi lấy mẫu, bS
Độ chính xác khi lấy mẫu được giả định từ khoảng ±0,25% đối với lô hàng có khối lượng từ 10.000t trở lên đến khoảng ±0,7% đối với lô hàng có khối lượng 5t.
Đối với các lô hàng có khối lượng trung bình, giá trị của bS được xác định bằng phép ngoại suy.
A.2. Độ chính xác tổng khi xác định thành phần hóa học của một lô hàng, bSDM
A.2.1. Đối với một phép đo riêng lẻ, độ chính xác tổng thể khi xác định thành phần hóa học của lô hàng được tính toán theo phương trình (1) trong ISO 3713 (16 TCN 992 - 2006).
A.2.2. Tính hỗn tạp của lô hàng, si và số lượng các lượng gia, n
Xem mục A.1.
A.2.3. Sai số tiêu chuẩn khi chuẩn bị mẫu, sD
Các giá trị của sD được xác định bằng thí nghiệm và được ghi trong bảng 9.
Bảng 9: Sai số tiêu chuẩn khi chuẩn bị mẫu
Hợp kim fero | Sai số tiêu chuẩn khi chuẩn bị mẫu, sD, % (khối lượng) | |||
| Cr | Si | Mn | ||
| Fero-crom | Loại nghiền được | 0,2 |
|
|
| Loại không nghiền được | 0,3 |
|
| |
| Ferosiliccrom | 0,2 | 0,2 |
| |
| Ferosilic |
| 0,3 |
| |
| Ferosilicmangan |
| 0,15 | 0,15 | |
| Feromangan |
|
| 0,15 | |
A.2.4. Sai số tiêu chuẩn của phương pháp phân tích, sM
Các giá trị của sM cho một phép đo riêng lẻ được lấy từ các tiêu chuẩn về các phương pháp phân tích các hợp kim fero và được thể hiện trong bảng 10.
Bảng 10: Sai số tiêu chuẩn của phương pháp phân tích
| Số hiệu | Sai số tiêu chuẩn của phương pháp phân tích, sM (khối lượng) | ||||||||||
| FeCr | FeSiCr | FeSi | FeSiMn | FeMn | |||||||
| Cr | Si | Mn | |||||||||
| ISO 4140 (16TCN.........) | 0,1 | 0,1 |
|
|
|
|
| ||||
| ISO 4158 (16TCN.........) |
|
| 0,1 | 0,15 | 0,1 |
|
| ||||
| ISO 4159 (16TCN.........) |
|
|
|
|
| 0,1 | 0,1 | ||||
1) Khi sử dụng sàng kiểm có hình dạng và kích thước khác nhau, các giá trị cần được thay đổi tỷ lệ thuận với diện tích sàng.
2) Khối lượng vật liệu có thể được xác định bằng cách nhân các giá trị nêu trong cột 2 và 3 với tỷ trọng hàng hóa biểu kiến, tính theo gam hoặc mét khối, vật liệu cần sàng lại
3) Thể tích tối đa cho phép trên sàng sau khi kết thúc sàng.
1)Từ “tảng vật liệu” được sử dụng trong tiêu chuẩn về các hợp kim fero để chỉ các khối vật liệu có kích cỡ lớn hơn 100mm.
1) FeW, FeMo, FeNb
2) FeCr, FeSiCr, FeMn, FeTi, FeV, FeB, FeSi, có hàm lượng silic dưới 45% (m/m).
3) FeB, SiCa, FeSiCa, FeSi, có hàm lượng silic bằng hoặc lớn hơn 45% (m/m).
* Xóa nếu không thích hợp
* Xóa nếu không thích hợp
1) Hiện tại đang ở giai đoạn dự thảo
* Đối với các phương pháp tính toán khác, xem phụ lục.
1) Giai đoạn có thể bỏ qua
Quyết định 26/2006/QĐ-BCN về việc ban hành Tiêu chuẩn ngành từ 16 TCN 999: 2006 đến 16 TCN 1005: 2006 do Bộ trưởng Bộ Công nghiệp ban hành
- Số hiệu: 26/2006/QĐ-BCN
- Loại văn bản: Quyết định
- Ngày ban hành: 14/07/2006
- Nơi ban hành: Bộ Công nghiệp
- Người ký: Đỗ Hữu Hào
- Ngày công báo: Đang cập nhật
- Số công báo: Từ số 55 đến số 56
- Ngày hiệu lực: 12/11/2006
- Tình trạng hiệu lực: Kiểm tra