
Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
| BỘ CÔNG NGHIỆP | CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM |
| Số: 24/2006/QĐ-BCN | Hà Nội, ngày 14 tháng 7 năm 2006 |
BỘ TRƯỞNG BỘ CÔNG NGHIỆP
Căn cứ Nghị định số 55/2003/NĐ-CP ngày 28 tháng 5 năm 2003 của Chính phủ quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Công nghiệp;
Căn cứ Pháp lệnh Chất lượng hàng hóa ngày 24 tháng 12 năm 1999;
Căn cứ Quyết định số 2264/1999/QĐ-BKHCN&MT ngày 30 tháng 12 năm 1999 của Bộ Khoa học, Công nghệ và Môi trường (nay là Bộ Khoa học và Công nghệ) về việc ban hành các tiêu chuẩn;
Theo đề nghị của Vụ trưởng Vụ Khoa học, Công nghệ;
QUYẾT ĐỊNH:
Điều 1. Ban hành kèm theo Quyết định này 06 Tiêu chuẩn ngành có số hiệu như sau:
16 TCN 986: 2006 đến 16 TCN 991: 2006
Các Tiêu chuẩn này được khuyến khích áp dụng đối với các cơ sở nghiên cứu, đào tạo và các doanh nghiệp sản xuất, kinh doanh trong phạm vi cả nước
Điều 2. Quyết định này có hiệu lực thi hành sau 15 ngày, kể từ ngày đăng Công báo.
Vụ trưởng Vụ Khoa học, Công nghệ có trách nhiệm hướng dẫn thực hiện Quyết định này.
Điều 3. Chánh Văn phòng Bộ, Chánh Thanh tra Bộ, các Vụ trưởng, Cục trưởng thuộc Bộ, Thủ trưởng các cơ quan, đơn vị có liên quan chịu trách nhiệm thi hành Quyết định này./.
|
| KT. BỘ TRƯỞNG |
(kèm theo Quyết định số 24/2006/QĐ-BCN ngày 14 tháng 7 năm 2006)
| TT | Tên tiêu chuẩn | Số hiệu tiêu chuẩn |
| 1 | Xác định hàm lượng ferit trong thép đúc không gỉ austenit | 16 TCN 986: 2006 |
| 2 | Đặc tính kỹ thuật và sự chấp nhận quy trình hàn thép đúc | 16 TCN 987: 2006 |
| 3 | Thép đúc mangan austenit | 16 TCN 988: 2006 |
| 4 | Kiểm tra chất lượng bề mặt thép đúc bằng mắt thường | 16 TCN 989: 2006 |
| 5 | Thép và hợp kim đúc chị nhiệt thông dụng | 16 TCN 990: 2006 |
| 6 | Thép đúc độ bền cao dùng cho chết tạo máy và kết cấu | 16 TCN 991: 2006 |
NHÓM B (ISO 13520)
| CỘNG HOÀ XÃ HỘI | 16 TCN 986: 2006 | |
| BỘ CÔNG NGHIỆP | Determination of ferrite content in austenitic stainless steel castings | KHUYẾN KHÍCH |
Tiêu chuẩn này quy định các phương pháp xác định hàm lượng ferit trong một số hợp kim đúc sắt-crom-niken austenit, có các thành phần cân bằng để tạo ra pha ferit thứ cấp trong giới hạn quy định. Các phương pháp xác định hàm lượng ferit bao gồm phương pháp hóa học, từ tính và kim tương.
ISO 4990: - 19961), Steel castings – General technical delivery requirements. (Thép đúc - Các yêu cầu kỹ thuật chung khi cung cấp).
ISO 9042: 1988, Steels - Manual point counting method for statistically estimating the volume fraction of a constituent with a point grid. (Phương pháp tính điểm thủ công để đánh giá thống kê phần thể tích của một pha với một mạng lưới điểm).
ASTM A799, Standard Practice for Steel Castings, Stainless, Instrument Calibration, for Estimating Ferrite Content. (Quy trình kỹ thuật tiêu chuẩn của thép đúc, không gỉ, hiệu chỉnh dụng cụ để đánh giá hàm lượng ferit).
BNIF 345, Evaluation de la teneur en ferrite dans les aciers inoxydables moulés austénitiques. (Xác định hàm lượng ferit trong thép không gỉ austenit).
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau:
3.1. ferit
Là pha có từ tính, có tổ chức tế vi lập phương thể tâm với thành phần hóa học thay đổi trong các hợp kim sắt-crom-niken.
Chú ý: Ferit bao gồm cả ferit delta và ferit alpha.
3.2. Hàm lượng ferit
Là phần pha ferit trong tổng thể tích của hợp kim sắt-crom-niken.
3.3. Tỷ lệ phần trăm ferit
Hàm lượng ferit được tính bằng phần trăm thể tích
4. Ảnh hưởng của hàm lượng ferit
Tỷ số giữa hàm lượng ferit với lượng austenit trong tổ chức tế vi có ảnh hưởng đến cơ tính và độ bền va đập, tính hàn và tính chống ăn mòn của hợp kim đúc sắt-crom-niken. Hàm lượng ferit được giới hạn theo yêu cầu của khách hàng hoặc quy phạm thiết kế thiết bị có sử dụng các vật đúc. Lượng ferit trong cấu trúc chủ yếu phụ thuộc vào thành phần hóa học và quá trình sử lý nhiệt trước đó của hợp kim. Do sự thiên tích về thành phần hóa học dẫn đến hàm lượng ferit khác nhau giữa các điểm khác nhau trên cùng một vật đúc. Xác định hàm lượng ferit bằng các phương pháp được miêu tả trong điều 5 có độ chính xác không cao, yêu cầu này sẽ được xem xét khi xác lập những giới hạn thực trong phạm vi hàm lượng ferit đã được quy định. Các sai số được miêu tả trong 5.1 đến 5.3.
5. Các phương pháp xác định hàm lượng ferit
5.1. Phương pháp phân tích hóa học
Sai lệch so với khối lượng thực của từng nguyên tố có trong hợp kim khi phân tích hóa học, mặc dù đã giảm thiểu đến mức thấp nhất trong mỗi trường hợp cũng có thể dẫn đến sự khác nhau đáng kể về tỷ số giữa tổng các nguyên tố tạo thành ferit với tổng các nguyên tố tạo thành austenit. Vì thế sự chính xác của hàm lượng ferit đánh giá từ thành phần hóa học phụ thuộc vào độ chính xác của phương pháp phân tích hóa học.
Sự đánh giá phần trăm ferit bằng phương pháp phân tích hóa học là phương pháp điều chỉnh hàm lượng ferit hiệu quả nhất và phổ biến nhất trong quá trình nấu luyện kim loại.
5.2. Phương pháp cảm ứng từ
Các pha khác pha ferit và austenit có thể được tạo thành từ nhiệt độ nào đó và còn tồn tại ở nhiệt độ phòng. Có thể cũng có những tạp chất từ vật liệu sắt từ khác. Các vật liệu này có thể làm thay đổi độ nhiễm từ của hợp kim mà hàm lượng ferit đã nêu khác nhiều so với hợp kim có cùng thành phần hóa học đã được xử lý qua các quá trình nhiệt luyện khác nhau. Đồng thời do nam châm hoặc đầu dò của các dụng cụ đo nhỏ, độ nhám bề mặt hoặc độ cong bề mặt khác nhau sẽ làm thay đổi từ tính của vật liệu được đo.
5.3. Kiểm tra kim tương
Tính tổng số điểm kim tương để đánh giá hàm lượng phần trăm ferit có thể thay đổi do kỹ thuật tẩm thực được sử dụng để xác định pha ferit và do số điểm của mạng được chọn để kiểm tra, xem A2.
Phải sử dụng phương pháp kim tương định lượng để tính hàm lượng ferit chính xác nhất.
Đơn đặt hàng bao gồm các yêu cầu sau.
a) Tiêu chuẩn áp dụng hoặc tài liệu khác có các yêu cầu về sản phẩm.
b) Loại hợp kim.
c) Yêu cầu hàm lượng ferit trong vật đúc sau khi nhiệt luyện lần cuối tính bằng phần trăm thể tích.
d) Các yêu cầu bổ sung, nếu cần.
e) Phương pháp sử dụng để xác định hàm lượng ferit và vị trí đo, sử dụng mẫu thử hoặc vật đúc do khách hàng và nhà cung cấp thỏa thuận.
f) Nếu các phép đo được thực hiện trên các vật đúc, thì vị trí đo phải được thỏa thuận giữa khách hàng và nhà cung cấp. Trong trường hợp khách hàng không quy định, thì vị trí đo do nhà sản xuất lựa chọn.
7.1. Với hàm lượng ferit quy định như yêu cầu trong 6 c) khách hàng không được đặt ra các giới hạn trái với các yêu cầu đặc tính vật liệu.
7.2. Khi đặt ra các giới hạn hàm lượng ferit, khách hàng phải bảo đảm rằng các giới hạn phải phù hợp với phương pháp đo đang được sử dụng.
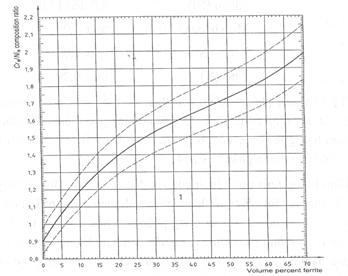
8.1. Hàm lượng ferit của kim loại nền của vật đúc có thể được xác định bằng thành phần hóa học theo giản đồ Schoefer (hình B.1). Thông tin thêm xem trong phụ lục B.
Nếu có thỏa thuận khi đặt hàng, thì việc xác định hàm lượng ferit có thể được thực hiện bằng cách sử dụng biểu đồ tương đương như miêu tả trong BNIF 3452), cho phép xác định hàm lượng ferit ( từ 0% đến 30% ) trong thép đúc austenit.
8.1.1. Phân tích hóa học một mẻ nấu của các vật đúc vừa rót phải bao gồm các nguyên tố sau: cacbon, mangan, silic, crôm, niken, molipden, niobi và nitơ dù có yêu cầu hay không.
8.1.2. Hàm lượng ferit của vật đúc được xác định theo đường tâm của biểu đồ với tỷ số giữa thành phần “đương lượng crôm” (Cre) và “đương lượng niken” (Nie) được xác định theo công thức sau:
![]()
8.1.3. Khi khách hàng muốn phân tích một sản phẩm thì phải phân tích các nguyên tố được liệt kê trong 8.1.1. Nếu khách hàng cần so sánh việc xác định hàm lượng ferit bằng phân tích một sản phẩm với việc xác định bằng phân tích mẻ nấu (xem 8.1.1 ), thì phải tham khảo ISO 4990 để kiểm tra các phân tích.
8.2. Nếu được thỏa thuận giữa khách hàng và nhà cung cấp, có thể xác định hàm lượng ferit trong mẻ nấu hoặc sản phẩm bằng phương pháp từ tính (xem A.1) hoặc phương pháp kim tương (xem A.2) trên các thỏi đúc hoặc vật đúc.
Sự tuân theo yêu cầu hàm lượng ferit được quy định trong 6 c) được xác định theo 8.1 là cơ sở để chấp nhận vật liệu theo quy định này, trừ khi yêu cầu có các phương pháp khác trong các yêu cầu bổ sung, khi đó yêu cầu bổ sung sẽ là cơ sở để chấp nhận.
10.1. Nhà sản xuất phải cung cấp cho khách hàng giấy chứng nhận về vật liệu đã được lấy mẫu và được thử theo quy định ( bao gồm cả năm tháng ) đáp ứng được các yêu cầu.
10.2. Tài liệu kiểm tra phải gồm có kết quả phân tích hóa học thực tế theo quy định trong 8.1.1 và phạm vi hàm lượng ferit yêu cầu. Xác định hàm lượng ferit được tính theo 8.1.2, và/hoặc bằng phép đo từ (A.1) và/hoặc bằng cách tính điểm (A.2). Nếu khách hàng có yêu cầu thì cũng phải thông báo.
10.3. Tài liệu kiểm tra phải được nhà sản xuất ký.
XÁC ĐỊNH HÀM LƯỢNG FERIT BẰNG PHƯƠNG PHÁP TỪ TÍNH HOẶC PHƯƠNG PHÁP KIM TƯƠNG
A.1. Xác định hàm lượng ferit bằng cảm ứng từ
A.1.1. Quy định chung
Hàm lượng ferit của mẻ đúc phải được xác định bằng các phép đo trên các thiết bị đo cấp một hoặc cấp hai, tuỳ theo thiết bị nào hiệu chỉnh phù hợp hàm lượng ferit trong vật đúc. Xem ASTM A799 hoặc BNIF 345. Tất cả các phép đo phải được thực hiện trên vật liệu sau khi ủ hòa tan đã quy định cho các sản phẩm, hoặc nếu sử dụng bất cứ nhiệt luyện nào sau nhiệt luyện hòa tan, thì phải đo sau nhiệt luyện hòa tan cuối cùng.
A.1.1.1. Các phép đo phải được thực hiện ở các đầu kẹp của các mẫu thử kéo. Phép đo có thể thực hiện trước hoặc sau khi thử kéo. Nếu quy định sản phẩm không yêu cầu mẫu thử kéo thì các phép đo có thể được thực hiện trên một mẫu thử cắt từ một thỏi đúc thử như miêu tả trong ISO 4990.
A.1.1.2. Ngoài ra khi được quy định, thì các phép đo phải được thực hiện trên kim loại nền của vật đúc hoặc một mẫu thử cụ thể của vật đúc (không phải mối hàn), trong các vị trí đã được chỉ rõ trên bản vẽ thiết kế hoặc trong thỏa thuận bằng văn bản giữa khách hàng và nhà sản xuất.
A.1.2. Điều kiện bề mặt
A.1.2.1. Dụng cụ nam châm hoặc đầu dò và bề mặt để đo phải được sấy khô và làm sạch trước khi thử để làm sạch lớp vảy, lớp dầu mỡ, xơ hoặc bụi bẩn có thể làm ảnh hưởng đến độ chính xác của phép đo.
A.1.2.2. Các phép đo phải thực hiện tại các vị trí cách cạnh bề mặt tối thiểu là 5 mm. Khi các phép đo thực hiện trên mặt cong thì bán kính cong phải lớn hơn 10 mm.
A.1.3. Tiêu chuẩn chấp nhận
A.1.3.1. Hàm lượng ferit trung bình tính từ các phép đo trong mỗi vị trí xác định phải ở trong các giới hạn quy định của đơn hàng, hàm lượng ferit của mỗi phép đo không được lớn hơn hoặc nhỏ hơn giá trị quy định là 20%.
A.1.3.2. Nếu không đáp ứng được các yêu cầu của A.1.3.1 thì việc xác định hàm lượng ferit có thể được thực hiện bằng phương pháp kim tương mô tả trong A2 và phải ưu tiêu phương pháp từ tính.
A.2. Xác định hàm lượng ferit bằng kiểm tra kim tương
A.2.1. Vị trí của các mẫu kiểm tra phải theo thỏa thuận giữa khách hàng và người cung cấp.
A.2.2. Nếu không có yêu cầu nào khác, sử dụng phương pháp đếm điểm được mô tả trong ISO 9042 để xác định phần thể tích ferit của các mẫu.
![]()
Hình B.1 - Giản đồ Schoefer để đánh giá hàm lượng ferit trung bình
trong thép đúc hợp kim sắt-crôm-niken.
a) Hình B.1 được áp dụng cho các hợp kim có chứa các nguyên tố trong phạm vi sau đây:
Nguyên tố % khối lượng
Cacbon (C) max 0,20
Mangan (Mn) max 2,00
Silic (Si) max 2,00
Crôm (Cr) 17,0 đến 28,0
Niken (Ni) 4,0 đến 13,0
Molybđen (Mo) max 4,0
Niobi (Nb) max 1,00
Nitơ (N) max 0,20
b) Tỷ số thành phần Cre/Nie cần thiết để tạo ra thép đúc trong phạm vi hàm lượng ferit quy định có thể đọc trên giản đồ tại giao điểm của đường tâm với phần trăm hàm lượng ferit yêu cầu, hoặc tra trong bảng B.1; ví dụ: với hàm lượng ferit là 12% thì tỷ số thành phần là 1,234.
c) Hàm lượng ferit trung bình của vật đúc có thể xác định trên giản đồ, tại giao điểm của đường tâm với tỷ số thành phần tính theo thành phần hóa học của mẻ nấu vừa được rót. Vì có các sai số trong phân tích hóa học nên tỷ số tính toán có thể khác với tỷ số thành phần thực tế và dẫn đến hàm lượng ferit có thể cao hơn hoặc thấp hơn hàm lượng chỉ ra trên đường tâm. Phạm vi sai lệch cho phép được chỉ ra trên các đường đứt.
Nếu tỷ số thành phần là 1,234 thì hàm lượng ferit là 12% với phạm vi cho phép từ 8% đến 17%. Thông tin tương tự được nêu trong bảng B.2.
Nếu đánh giá thêm hàm lượng ferit bằng các phương pháp từ tính hoặc phương pháp kim tương, chúng có thể khác với giá trị trên biểu đồ.
d) Phạm vi hàm lượng ferit được đưa ra trong giới hạn trên và dưới của tỷ số thành phần xác định từ tỷ số 1,04Cre/0,96Nie và 0,96Cre/1,04Nie. Điều đó tương ứng với ± 1 sai số s (sigma) trong tất cả các nguyên tố tạo thành ferit và ± 1 sai số s (sigma) trong tất cả các nguyên tố tạo thành austenit.
e) Các giá trị tỷ số thành phần (CR) đối với hàm lượng ferit đã cho (F) hoặc ngược lại, có thể được xác định chính xác bằng phương trình đường tâm.
CR = 0,9 + 3,888 3 x 10-2F - 5,581 75 x 10-4 F2 + 4,228 61 x 10-6 F3
F = - 68,768 0 + 157,909 4 (CR) - 133,171 5(CR)2 + 47,184 9 (CR)3
Bảng B.1 - Tỷ lệ thành phần (CR) quy định cho hàm lượng ferit yêu cầu
| % thể tích ferit | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 0 | 0,900 | 0,933 | 0,966 | 0,997 | 1,027 | 1,056 | 1,084 | 1,111 | 1,138 | 1,163 |
| 10 | 1,187 | 1,211 | 1,234 | 1,256 | 1,277 | 1,297 | 1,317 | 1,336 | 1,354 | 1,371 |
| 20 | 1,388 | 1,405 | 1,420 | 1,436 | 1,450 | 1,464 | 1,478 | 1,491 | 1,504 | 1,516 |
| 30 | 1,528 | 1,540 | 1,551 | 1,562 | 1,573 | 1,584 | 1,594 | 1,604 | 1,614 | 1,623 |
| 40 | 1,633 | 1,643 | 1,652 | 1,661 | 1,671 | 1,680 | 1,689 | 1,699 | 1,708 | 1,718 |
| 50 | 1,728 | 1,737 | 1,747 | 1,758 | 1,768 | 1,779 | 1,790 | 1,801 | 1,813 | 1,825 |
| 60 | 1,837 | 1,850 | 1,863 | 1,877 | 1.891 | 1,906 | 1,921 | 1,937 | 1,953 | 1,970 |
| 70 | 1,988 |
|
|
|
|
|
|
|
|
|
Ví dụ: Với hàm lượng ferit 12% CR (1,234) được xác định tại giao điểm của hàng 10 và cột 2.
Bảng B.2 - Hàm lượng ferit được biểu thị bằng tỷ lệ thành phần (CR)
| Tỷ lệ thành phầna | 0,00 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 |
| U 0,80 L | 0,00 0,00 0,00 | 0,00 0,00 0,00 | 0,00 0,00 0,00 | 0,00 0,00 0,00 | 0,30 0,00 0,00 | 0,62 0,00 0,00 | 0,95 0,00 0,00 | 1,28 0,00 0,00 | 1,62 0,00 0,00 | 1,95 0,00 0,00 |
| U 0,90 L | 2,30 0,00 0,00 | 2,65 0,30 0,00 | 3,00 0,60 0,00 | 3,35 0,90 0,00 | 3,71 1,20 0,00 | 4,08 1,51 0,00 | 4,45 1,82 0,00 | 4,82 2,14 0,00 | 5,20 2,46 0,14 | 5,58 2,70 0,41 |
| U 1,00 L | 5,97 3,11 0,69 | 6,36 3,44 0,97 | 6,76 3,77 1,25 | 7,17 4,11 1,54 | 7,58 4,45 1,83 | 8,00 4,79 2,12 | 8,42 5,14 2,41 | 8,85 5,49 2,71 | 9,29 5,85 2,96 | 9,73 6,21 3,21 |
| U 1,10 L | 10,18 6,58 3,61 | 10,64 6,95 3,92 | 11,11 7,33 4,24 | 11,58 7,71 4,55 | 12,56 8,10 4,87 | 12,55 8,49 5,19 | 13,05 8,89 5,52 | 13,56 9,29 5,85 | 14,08 9,70 6,18 | 14,61 10,11 6,52 |
| U 1,20 L | 15,15 10,53 6,86 | 15,70 10,96 7,21 | 16,26 11,40 7,56 | 16,84 11,84 7,92 | 17,42 12,29 8,28 | 18,02 12,75 8,64 | 18,63 13,21 9,01 | 19,26 13,68 9,38 | 19,90 14,16 9,76 | 20,56 14,65 10,15 |
| U 1,30 L | 21,23 15,15 10,54 | 21,92 15,66 10,93 | 22,63 16,17 11,33 | 23,35 16,70 11,74 | 24,10 17,24 12,15 | 24,86 17,79 12,57 | 25,65 17,79 12,57 | 26,46 18,92 13,43 | 27,29 19,50 13,87 | 28,14 20,10 14,31 |
| U 1,40 L | 29,02 20,71 14,77 | 29,92 21,33 15,23 | 30,85 21,97 15,70 | 31,80 22,63 16,18 | 32,78 23,30 16,66 | 33,78 23,98 17,16 | 34.81 24.68 17.66 | 35,86 25,40 18,18 | 36,94 26,14 18,70 | 38,04 26,90 19,23 |
| U 1,50 L | 39,16 27,68 19,78 | 40,29 28,55 20,33 | 41,43 29,29 20,90 | 42,59 30,13 21,48 | 43,75 30,99 22,07 | 44,91 31,87 22,68 | 46,07 32,78 23,30 | 47,22 33,70 23,93 | 48,36 34,65 24,58 | 49,48 35,62 25,24 |
| U 1,60 L | 50,59 36,61 25,91 | 51,67 37,61 26,61 | 52,74 38,64 27,32 | 53,78 39,68 28,04 | 54,79 40,73 28,79 | 55,78 41,79 29,55 | 56,75 42,86 30,33 | 57,68 42,96 31,13 | 58,60 45,00 31,94 | 59,49 46,07 32,78 |
| U 1,70 L | 60,35 47,13 33,63 | 61,19 48,18 34,50 | 62,01 49,22 35,39 | 62,80 50,25 36,30 | 63,58 51,26 37,23 | 64,33 52,25 38,16 | 65,06 53,22 39,12 | 65,78 54,17 40,08 | 66,28 55,10 41,05 | 67,15 56,01 42,04 |
| U 1,80 L | 67,82 56,89 43,02 | 68,47 57,76 44,01 | 69,10 58,60 45,00 | 69,72 59,42 45,99 | 70,32 60,22 46,97 | > 70 61,00 47,94 |
61,76 48,91 |
62,50 49,86 |
63,22 50,80 |
63,93 51,72 |
| U 1,90 L | > 70 64,61 52,63 |
65,28 53,52 |
65,94 54,39 |
66,58 55,24 |
67,21 56,08 |
67,82 56,89 |
68,42 57,69 |
69,00 58,47 |
69,58 59,23 |
70,14 59,97 |
| U 2,00 L | > 70 > 70 60,70 |
61,41 |
62,10 |
62,78 |
63,44 |
64,09 |
64,72 |
65,34 |
65,94 |
66,53 |
| U 2,10 L | > 70 > 70 67,11 |
67,68 |
68,23 |
68,78 |
69,31 |
69,84 |
> 70 |
|
|
|
| a Với tỷ lệ thành phần đã cho, thì hàm lượng ferit được xác định tại giao điểm của hàng và cột thích hợp. Các con số trực tiếp trên hoặc dưới các đường U và L cho biết giới hạn trên và dưới có thể có của vùng ferit mong muốn | ||||||||||
Ví dụ: Với CR = 1,23 thì hàm lượng ferit được xác định tại giao điểm của hàng 1,20 và cột 0,03; nghĩa là 11,84. Giới hạn trên có thể xảy ra, U, là 16,84 và giới hạn dưới có thể xảy ra, L, 7,92.
NHÓM B ( ISO 11970 )
| CỘNG HOÀ XÃ HỘI | HÀN THÉP ĐÚC | 16 TCN 987: 2006 |
| BỘ CÔNG NGHIỆP | KHUYẾN KHÍCH |
Tiêu chuẩn này quy định cách chấp nhận đặc tính kỹ thuật quy trình hàn (WPS) trong quá trình hàn thép đúc.
Tiêu chuẩn này xác định các điều kiện để thực hiện những phép thử chấp nhận quy trình hàn và những giới hạn pháp lý của một quy trình hàn được phê duyệt đối với toàn bộ các thao tác thực hành hàn trong phạm vi các thay đổi cần thiết.
Các thử nghiệm phải được thực hiện theo tiêu chuẩn này trừ khi khách hàng hoặc các bên trong hợp đồng yêu cầu các phép thử bổ sung.
Tiêu chuẩn này áp dụng cho hàn hồ quang thép đúc. Các nguyên tắc của tiêu chuẩn này có thể áp dụng cho các quá trình hàn nóng chảy khác tùy thuộc vào thỏa thuận giữa các bên trong hợp đồng.
Trong trường hợp có yêu cầu riêng về vật liệu hoặc các điều kiện sản xuất, khách hàng có thể yêu cầu thử toàn diện hơn so với quy định của tiêu chuẩn này để có nhiều thông tin hơn, ví dụ: thử kéo mối hàn dọc, thử uốn, phân tích hóa học, xác định ferit trong thép không gỉ austenit, độ giãn dài, thử va đập Charpy “V”, phương pháp chụp ảnh bức xạ,....
ISO 148: 1983, Steel - Charpy impact test (Thép – Thử va đập Charpy).
ISO 857: 1998, Welding and allied processes – Vocabulary – Part 1: Metal welding processes. (Hàn và các quá trình liên quan – Từ vựng – Phần 1: Các phương pháp hàn kim loại).
ISO 4969: 1980, Steel – Macroscopic examination by etching with strong mineral acids. (Thép – Kiểm tra thô đại bằng ăn mòn trong axit vô cơ mạnh).
ISO 4986: 1992, Steel castings – Magnetic particle inspection. (Thép đúc – Kiểm tra bằng bột từ).
ISO 4987: 1992, Steel castings – Penetrant inspection. (Thép đúc – Kiểm tra bằng chất thấm).
ISO 4992: - 1), Steel castings – Ultrasonic inspection. (Thép đúc – Kiểm tra bằng siêu âm).
ISO 4993: 1987, Steel castings – Radiographic inspection. (Thép đúc – Kiểm tra khuyết tật bằng bức xạ).
TCVN 7472: 2005 (ISO 5817: 2003), Hàn – Các liên kết hàn nóng chảy ở thép, niken, titan và các hợp kim của chúng (trừ hàn chùm tia) – Mức chất lượng đối với khuyết tật.
TCVN 258-1: 2002 (ISO 6507 - 1: 1997). Vật liệu kim loại – Thử độ cứng Vicker – Phần 1: Phương pháp thử.
TCVN 197: 2002 (ISO 6892: 1998). Vật liệu kim loại – Thử kéo ở nhiệt độ phòng.
ISO 6947: 1990; Welds – Working positions – Definition of angles of slope and rotation (Mối hàn – Vị trí hàn – Định nghĩa các góc nghiêng và góc quay).
TCVN 6700-1: 2000 (ISO 6906-1: 1994): Kiểm tra chấp nhận thợ hàn. Hàn nóng chảy. Phần 1: Thép.
ISO 9692 – 1: _ 3), Welding and allied processes – Recommendations for joint preparation – Part 1: Manual metal – arc welding, gas-shielded metal-arc welding and gas welding of steels. (Hàn và các quá trình liên quan – Giới thiệu sự chuẩn bị mối nối- Phần 1: Hàn tay bằng hồ quang điện cực kim loại, hàn hồ quang kim loại có khí bảo vệ và hàn hơi đối với thép).
TCVN 6834 -1: 2001 (ISO 9956 -1: 1995), Đặc tính kỹ thuật và sự chấp nhận các quy trình hàn vật liệu kim loại – Phần 1: Quy tắc chung đối với hàn nóng chảy.
TCVN 6834-2: 2001. (ISO 9956 -2: 1995) Đặc tính kỹ thuật và sự chấp nhận các quy trình hàn vật liệu kim loại. Phần 2: Đặc tính kỹ thuật quy trình hàn hồ quang.
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa nêu trong ISO 857 – 1 và TCVN 6834 – 1 và các thuật ngữ sau:
3.1. Hàn trong sản xuất
Là quá trình hàn được thực hiên trong gia công trước khi hoàn thiện sản phẩm để giao cho khách hàng, bao gồm cả hàn nối và hàn hoàn thiện
3.1.1. Hàn nối
Là quá trình hàn được dùng để hàn các vật đúc với nhau hoặc hàn các vật đúc với thép rèn để đạt được một bộ phận hoàn chỉnh
3.1.2. Hàn hoàn thiện
Quá trình hàn được thực hiện để bảo đảm chất lượng đã thỏa thuận của vật đúc
3.2. Hàn sửa chữa
Quá trình hàn sau khi vật đúc đã qua sử dụng
4. Đặc tính kỹ thuật của quy trình hàn sơ bộ (pWPS)
Phải chuẩn bị đặc tính kỹ thuật quy trình hàn sơ bộ để quy định phạm vi của tất cả các thông số liên quan theo TCVN 6834 -2 (ISO 9956 – 2).
Chế tạo và thử các mẫu thử đại diện cho kiểu và vị trí mối hàn sử dụng trong sản xuất phải theo các điều 6 và 7.
Thợ hàn phải thực hiện việc thử quy trình hàn theo tiêu chuẩn này phải được chấp nhận ở mức tương ứng với TCVN6700 – 1: 2000. Các thợ hàn phụ phải đủ tiêu chuẩn theo 7.6.
6.1. Quy định chung
Mẫu thử phải theo đúng với các yêu cầu nêu trong hình 1.
6.2. Hình dạng và các kích thước của mẫu thử
Có thể chuẩn bị các mẫu thử bổ sung, hoặc các mẫu thử dài hơn độ dài nhỏ nhất để thử thêm và/hoặc thử lại mẫu (theo 7.5).
6.3. Hàn mẫu thử
Chuẩn bị và hàn mẫu thử phải được thực hiện theo đặc tính kỹ thuật của quy trình hàn sơ bộ (pWPS). Các dung sai góc có thể thỏa thuận giữa các bên trong hợp đồng hoặc theo tiêu chuẩn áp dụng tương ứng.
Kích thước và hình dạng của rãnh hàn phải theo TCVN 6700-1: 2000.
Nếu các mối hàn dính được nóng chảy bên trong mối hàn cuối cùng, thì chúng cũng phải có cả ở trong mẫu thử.
Trừ khi có quy định khác trong đơn đặt hàng hoặc trong bản hợp đồng, việc hàn và thử mẫu phải được người kiểm tra (hoặc cơ quan kiểm tra) chấp nhận. Khi trong đơn hàng không quy định người kiểm tra (hoặc cơ quan kiểm tra) thì nhà sản xuất có thể lựa chọn người kiểm tra phù hợp.
![]() b) Ống
b) Ống
Ghi chú
1 Đầu mẩu
2 Chiều dài kiểm tra
Chú ý: Các kích thước trên chỉ để tham khảo và có thể được điều chỉnh cho khớp với các yêu cầu của sản suất và sự thử nghiệm.
a c = 3t ≥ 150 mm.
b b = 6t ≥ 350 mm.
c t ≥ 15 mm.
d t1 ≥ 0,5t.
e a = 5 mm đến 15 mm hoặc α = 50 đến 200.
f Chuẩn bị mép và điều chỉnh vị trí cho hàn như đã nêu trong đặc tính kỹ thuật của quy trình hàn sơ bộ (pWPS).
g e ≥ 150 mm.
h d = đường kính ngoài
Hình 1 - Mẫu thử
7.1. Phạm vi thử
Kiểm tra và thử bao gồm kiểm tra không phá hủy (NDE) và thử có phá hủy (DT) theo các yêu cầu của bảng 1.
Bảng1 - Kiểm tra và thử mẫu thử.
| Hình thức thử | Phạm vi |
| Bằng mắt thường | 100% |
| Bằng tia bức xạa hoặc bằng siêu âmb | 100% |
| Kiểm tra nứt bề mặtc | 100% |
| Thử kéo ngang | 1 mẫu thử |
| Thử độ dai va đậpd | 2 bộ |
| Thử độ cứng | Nếu khách hàng yêu cầu hoặc theo yêu cầu tiêu chuẩn áp dụng tương ứng |
| Kiểm tra thô đại | Nếu khách hàng yêu cầu hoặc theo yêu cầu tiêu chuẩn áp dụng tương ứng |
| Kiểm tra tế vi | Nếu khách hàng yêu cầu hoặc theo yêu cầu tiêu chuẩn áp dụng tương ứng |
| Thử uốn | Nếu khách hàng yêu cầu hoặc theo yêu cầu tiêu chuẩn áp dụng tương ứng |
| Thử ăn mòn | Nếu khách hàng yêu cầu hoặc theo yêu cầu tiêu chuẩn áp dụng tương ứng |
| Thử bổ sung | Nếu khách hàng yêu cầu hoặc theo yêu cầu tiêu chuẩn áp dụng tương ứng |
| a Thử tia bức xạ phải thực hiện theo ISO 4993. b Thử siêu âm phải thực hiện theo ISO 4992. c Thử bằng (bột) từ theo ISO 4986 hoặc kiểm tra bằng cách thấm chất lỏng có màu theo ISO 4987. d Chỉ phải thử va đập rãnh chữ V khi kim loại nền cần thử độ dai va đập. Số lượng phép thử đó phải được thử trong kim loại hàn và vùng ảnh hưởng nhiệt (HAZ: heat affected zone). | |
Tất cả các thử nghiệm phải thực hiện sau khi nhiệt luyện mối hàn.
7.2. Vị trí và cắt mẫu thử
Vị trí và cắt các mẫu thử phải theo hình 2
Các mẫu thử được lấy sau khi kiểm tra không phá hủy (NDE) cho các kết quả đáp ứng yêu cầu.
7.3. Kiểm tra không phá hủy
Những yêu cầu chất lượng của vùng ảnh hưởng nhiệt (HAZ) phải phù hợp với các yêu cầu của kim loại nền.
Các yêu cầu để chấp nhận kim loại hàn phải tuân theo mức độ C của TCVN 7472: 2005, trừ khi lượng kim loại hàn quá giới hạn và có độ lồi quá lớn phải áp dụng mức D. Các tiêu chuẩn về tiêu chí chấp nhận liên quan tới phương pháp thử không phá hủy NDE được dùng để đánh giá khuyết tật.
 Ghi chú
Ghi chú
1 Đầu mẩu
a Vùng 1 đối với:
1 mẫu thử kéo
b Vùng 2 đối với:
các mẫu thử độ dai va đập và các mẫu
thử bổ sung nếu được yêu cầu
c Vùng 3 đối với:
1 mẫu thử thô đại/vi mô
1 mẫu thử độ cứng
 Ghi chú
Ghi chú
1 Đỉnh của ống cố định
a Vùng 1 để lấy:
1 mẫu thử kéo
1 mẫu thử uốn ở đáy và 1 mẫu thử uốn ở mặt
hoặc 2 mẫu thử uốn ở mặt bên
b Vùng 2 để lấy:
các mẫu thử độ dai va đập và các mẫu thử bổ sung
nếu có yêu cầu
c Vùng 3 để lấy:
1 mẫu thử kéo
1 mẫu thử uốn ở đáy và 1 mẫu thử uốn ở mặt
hoặc 2 mẫu thử uốn ở mặt bên
d Vùng 4 để lấy:
1 mẫu thử thô đại
1 mẫu thử độ cứng
2 mẫu thử uốn ở mặt bên.
Hình 2 – Vị trí của các mẫu thử
7.4. Thử phá hủy
7.4.1. Thử kéo theo chiều ngang (theo rãnh hàn)
Các mẫu và thử kéo ngang phải theo TCVN 197: 2002.
Các kết quả thử kéo phải tương đương với các giá trị được quy định của kim loại nền. Nếu mẫu bị gãy ngoài mối hàn hoặc đường nóng chảy, thì kết quả được chấp nhận nếu độ bền không thấp hơn giá trị nhỏ nhất của độ bền kéo mẫu thử kim loại nền quá 5%.
7.4.2. Kiểm thô đại
Nếu có yêu cầu kiểm tra thô đại, thì mẫu thử phải được chuẩn bị và tẩm thực một mặt bên để làm hiện rõ đường nóng chảy, vùng ảnh hưởng nhiệt (HAZ) và các đường hàn đắp theo ISO 4969.
Kim loại nền không bị ảnh hưởng cũng phải được kiểm tra thô đại.
Áp dụng các mức chấp nhận trong 7.3.
7.4.3. Kiểm tra tế vi
Nếu có yêu cầu kiểm tra tế vi thì phải chuẩn bị mẫu và tẩm thực một mặt bên mẫu để làm hiện ra đường nóng chảy, cấu trúc của mối hàn và vùng ảnh hưởng nhiệt (HAZ). Mức chấp nhận được thỏa thuận giữa người cung cấp và khách hàng hoặc theo tiêu chuẩn áp dụng.
7.4.4. Thử độ dai va đập
Nếu có yêu cầu thử độ dai va đập thì vị trí của các mẫu thử lấy theo như hình 2 và các kích thước và sự thử nghiệm theo ISO 148.
Sử dụng mẫu Charpy có rãnh chữ V. Mỗi bộ gồm 3 mẫu. Rãnh phải vuông góc với bề mặt mối hàn. Các mẫu thử rãnh chữ V phải được lấy dưới bề mặt kim loại nền tối thiểu 2mm và vuông góc với hàn.
Sử dụng hai bộ mẫu thử: một bộ lấy từ kim loại hàn và một bộ lấy từ HAZ. Bộ lấy theo kim loại hàn, mẫu thử là loại VWT (V: mẫu thử Charpy rãnh chữ V; W: rãnh trong kim loại hàn; T: rãnh xuyên suốt độ dày). Bộ mẫu từ HAZ là loại VHT (V: thử nghiệm Charpy rãnh chữ V; H: rãnh trong vùng ảnh hưởng nhiệt (HAZ); T: rãnh xuyên suốt độ dày).
Đối với chiều dày ≥ 50 mm, phải lấy thêm hai bộ mẫu thử bổ sung, một bộ lấy từ kim loại mối hàn và một bộ lấy từ vùng ảnh hưởng nhiệt (HAZ). Hai bộ này có thể được lấy ngay phía dưới giữa độ dày hoặc trong vùng chân mối hàn.
Nhiệt độ thử và năng lượng hấp thụ phải theo các yêu cầu của kim loại nền.
7.4.5. Thử độ cứng
Nếu có yêu cầu thử độ cứng thì vị trí thử được chỉ ra trong hình 3. Phương pháp thử độ cứng được thỏa thuận giữa người cung cấp và khách hàng hoặc theo tiêu chuẩn áp dụng. Khi lựa chọn phương pháp Vicker (HV10) phải áp dụng theo TCVN 258. Phải đánh dấu trong mối hàn, các vùng ảnh hưởng nhiệt(HAZs) và kim loại nền vị trí đo và ghi khoảng giá trị trên chỗ hàn nối. Trong các dòng đánh dấu này phải có một dòng thấp hơn bề mặt nhiều nhất là 2 mm ( xem hình 3).
Đối với mỗi dòng đánh dấu phải có tối thiểu 3 dấu riêng trên mối hàn, vùng ảnh hưởng nhiệt (HAZ) (cả hai bên) và kim loại nền (cả hai bên).
Đối với vùng ảnh hưởng nhiệt (HAZ) dấu đầu tiên phải được đánh ở khoảng cách không lớn hơn 1 mm từ đường nóng chảy.
7.5. Chứng nhận chất lượng và thử lại
Nếu mẫu thử không tuân theo 1 hoặc nhiều yêu cầu về kiểm tra bằng mắt hoặc kiểm tra không phá hủy được quy định trong 7.3, thì một mẫu thử bổ sung phải được hàn và kiểm tra như trước. Nếu mẫu thử bổ sung không tuân theo các yêu cầu tương ứng thì đặc tính kỹ thuật của quy trình hàn sơ bộ (pWPS) được coi là không tuân theo các yêu cầu của tiêu chuẩn này trừ khi có sự sửa đổi.
Nếu bất kỳ mẫu thử nào không tuân theo các quy định tương ứng của 7.4 (thử nghiệm có phá hủy) chỉ do mối hàn chưa hoàn thiện, xem 7.3, thì lấy thêm hai mẫu thử để bù cho một mẫu bị hỏng. Có thể lấy từ cùng vật thử nếu có đủ vật liệu hoặc từ vật thử mới.
Nếu một trong hai mẫu thử bổ sung không tuân theo các quy định tương ứng, thì đặc tính kỹ thuật của quy trình hàn sơ bộ (pWPS) được coi là không đáp ứng được các yêu cầu của tiêu chuẩn này trừ khi có sự sửa đổi.
7.6. Chứng chỉ thợ hàn
Thợ hàn được cấp chứng chỉ theo các quy trình hàn được nêu trong TCVN 6700-1: 2000.
 Kích thước bằng milimet
Kích thước bằng milimet
Chú thích
a những điểm đánh dấu
b kim loại hàn
c kim loại nền
d vùng ảnh hưởng nhiệt (HAZ) hẹp
e vùng ảnh hưởng nhiệt (HAZ) rộng
Hình 3 - Các vị trí thử độ cứng
8.1. Quy định chung
Những thay đổi ngoài phạm vi quy định thì cần phải có một phép thử kiểm tra quy trình hàn mới.
8.2. Liên quan tới nhà sản xuất
Việc chấp nhận đặc tính kỹ thuật của quy trình hàn (WPS) của nhà sản xuất có hiệu lực đối với quá trình hàn trong các xưởng hoặc ở hiện trường trong cùng một điều kiện kiểm soát kỹ thuật và chất lượng như các điều kiện của nhà sản xuất.
8.3. Liên quan tới vật liệu
8.3.1. Kim loại nền - Hệ thống phân loại các loại thép đúc.
Để giảm thiểu các phép thử quy trình hàn, thép được phân loại theo bảng 2. Phê duyệt một loại vật liệu trong một phân nhóm cũng được áp dụng cho tất cả các loại vật liệu trong phân nhóm đó.
Trong mỗi nhóm A, B, C hoặc F, từng phân nhóm chấp nhận các phân nhóm có chỉ số thấp hơn, ví dụ trong nhóm A:
- Phân nhóm A4 chấp nhận các phân nhóm A1, A2 và A3
- Phân nhóm A3 chấp nhận các phân nhóm A1 và A2
- Phân nhóm A2 chấp nhận phân nhóm A1.
Phải quy định quy trình hàn riêng cho từng loại thép đúc không có trong hệ thống nhóm.
Bảng 2 – Hệ thống phân nhóm trong các loại thép đúc và hợp kim
| Nhóm | Loại thép đúc |
| A A1 A2 A3 A4 | Thép cacbon (Si: 0,8 % max, Mn: 1,70 % max) C ≤ 0,25%; giới hạn chảy sch ≤ 275 MPa C ≤ 0,25%; giới hạn chảy 275 MPa < sch ≤ 275 MPa 0,25% < C ≤ 0,35 % C > 0,35 % |
| B B1 B2 | Thép hợp kim thấp (ủ, thường hóa, hoặc thường hóa và ram) Giới hạn chảy sch ≤ 360 MPa Giới hạn chảy sch > 360 MPa |
| C C1 C2 C3 | Thép hợp kim thấp (tôi và ram) Giới hạn chảy sch ≤ 500 MPa Giới hạn chảy 500 MPa < sch ≤ 700 MPa Giới hạn chảy sch > 700 MPa |
| D D1 | Thép không gỉ ferit Thép không gỉ ferit |
| E E1 | Thép không gỉ mactensit Thép không gỉ mactensit |
| F F1 F2 | Thép không gỉ austenit Austenit với ferit ≤ 35% Austenit hoàn toàn |
| G G1 | Thép không gỉ hai pha Thép không gỉ hai pha với ferit > 35% |
| H H1 | Thép chịu nhiệt austenit Thép chịu nhiệt austenit |
| I I1 | Thép không gỉ biến cứng phân tán Thép không gỉ PH |
| J J1 | Hợp kim gốc niken Hợp kim niken |
| K K1 | Thép mangan austenit Thép Mn austenit |
8.3.2. Chiều dày kim loại nền (phạm vi chấp nhận)
Áp dụng quy trình hàn thử trên chiều dày “t” gồm cả chiều dày ở phạm vi được nêu trong bảng 3.
Bảng 3: Phạm vi chấp nhận đối với chiều dày
| Chiều dày, t Mm | Phạm vi chấp nhận |
| 15 < t ≤ 30 | 3 mm đến 2t |
| t > 30 | 0,5t đến 2t hoặc 200 mm, chọn giá trị nào lớn hơn |
8.4. Tổng quan về tất cả quy trình hàn
8.4.1. Quá trình hàn
Sự chấp nhận theo đặc tính kỹ thuật của quy trình hàn (WPS) chỉ có giá trị cho quá trình hàn được sử dụng trong thử quy trình hàn (WPS). Trong thử nghiệm quy trình hàn có nhiều quá trình hàn thì việc phê duyệt chỉ có giá trị đối với trình tự hàn được sử dụng trong phép thử chấp nhận.
Đối với các quy trình hàn gồm nhiều quá trình hàn, thì mỗi quá trình hàn chỉ có thể được chấp nhận riêng hoặc kết hợp với quá trình khác. Một hoặc nhiều quá trình hàn khác nhau có thể bị loại bỏ theo đặc tính kỹ thuật (WPS) của quy trình hàn được chấp nhận với điều kiện là chiều dầy mối hàn nằm trong phạm vi chiều dầy được chấp nhận của quá trình hàn tương ứng được sử dụng.
8.4.2. Vị trí hàn
Khi không quy định yêu cầu về va đập hoặc độ cứng, thì việc hàn ở một vị trí nào đó sẽ chứng nhận cho hàn ở tất cả các vị trí.
Khi quy định các yêu cầu thử va đập và/hoặc thử độ cứng cho một mối hàn, thì mẫu thử ở vị trí PC sẽ chứng nhận cho hàn ở vị trí PA như đã định nghĩa trong ISO 6947.
8.4.3. Kiểu mối hàn
Việc chấp nhận khi sử dụng mẫu thử được nêu trong hình 1 có giá trị cho tất cả các mối hàn giáp mép (mối hàn nối và/hoặc hàn hoàn thiện).
8.4.4. Kim loại hàn
Phạm vi chấp nhận của các kim loại hàn phải phù hợp với các yêu cầu của vật liệu đã liệt kê trong bảng 2, có thể sử dụng các kim loại hàn khác với điều kiện là chúng:
- Hoặc cùng nhóm độ bền kéo (trừ khi có yêu cầu thử va đập) hoặc
- Phù hợp với thành phần danh nghĩa của kim loại nền hoặc
- Không thích hợp để duy trì sự cân bằng ferit của kim loại nền nhóm F hoặc
- Không thích hợp để phục vụ cho các nhóm kim loại nền D, E, F, G, H, I, J và K.
8.4.5. Loại dòng điện
Việc chấp nhận được thực hiện chỉ với loại dòng điện (xoay chiều AC, một chiều DC, dòng điện xung) và tính phân cực được sử dụng trong phép thử quy trình hàn.
8.4.6. Cấp nhiệt
Các yêu cầu của điều này chỉ áp dụng khi có quy định bộ điều chỉnh nhiệt đưa vào.
Khi áp dụng các yêu cầu thử va đập, chấp nhận giới hạn trên của nhiệt đưa vào lớn hơn nhiệt đã sử dụng trong hàn mẫu thử 15%.
Khi áp dụng các yêu cầu độ cứng, chấp nhận giới hạn dưới của nhiệt đưa vào thấp hơn nhiệt đã sử dụng trong hàn mẫu thử 15%.
8.4.7. Nhiệt độ nung sơ bộ
Giới hạn dưới của nhiệt độ nung sơ bộ được chấp nhận là nhiệt độ nung sơ bộ danh nghĩa áp dụng khi bắt đầu thử quy trình hàn.
8.4.8. Nhiệt độ giữa các lớp hàn
Giới hạn trên được chấp nhận là nhiệt độ danh nghĩa giữa các lớp hàn đạt được trong thử quy trình hàn.
8.4.9. Xử lý nhiệt sau hàn
Không cho phép thêm vào hoặc bỏ đi việc xử lý nhiệt sau hàn.
Phạm vi xử lý nhiệt sau hàn được chấp nhận là phạm vi nhiệt độ được quy định trong thử quy trình hàn. Tốc độ nung, tốc độ làm nguội và thời gian duy trì nhiệt liên quan đến thành phần sản phẩm.
8.5. Quy định riêng cho các quy trình hàn
8.5.1. Các quy trình 111 [hàn tay bằng hồ quang điện cực kim loại (hàn hồ quang kim loại với que hàn được bọc thuốc hàn); hàn hồ quang kim loại trong khí bảo vệ] và 114 [hàn hồ quang với điện cực tự bảo vệ lõi có thuốc hàn]
Cho phép chấp nhận đường kính que hàn điện sử dụng trong thử quy trình hàn, cộng vào hoặc trừ đi đường kính một que hàn điện cho mỗi đường hàn, ngoại trừ đường hàn ở chân trên các mối hàn giáp mép một phía không có đệm chặn với loại này không cho phép thay đổi kích thước.
8.5.2. Quá trình hàn 121 [hàn hồ quang dưới lớp thuốc hàn với một điện cực dây]
Việc chấp nhận được giới hạn cho hệ thống điện cực dây được sử dụng trong thử quy trình hàn (ví dụ: hệ thống một dây hay nhiều dây).
Việc chấp nhận loại thuốc hàn hoặc dây hàn và liên hợp giữa thuốc hàn và dây hàn được giới hạn trong điều kiện thử quy trình hàn.
8.5.3. Các quy trình 131 (hàn hồ quang kim loại trong khí trơ; hàn MIG; hàn hồ quang kim loại trong môi trường khí); 135 (hàn kim loại trong khí hoạt tính; hàn MAG; hàn hồ quang kim loại trong môi trường khí) và 136 (hàn hồ quang điên cực kim loại lõi có thuốc hàn trong môi trường bảo vệ của khí hoạt tính; hàn hồ quang điện cực kim loại lõi có thuốc hàn)
Việc chấp nhận được giới hạn cho điều kiện khí bảo vệ ở trên mặt và/hoặc chân mối hàn và loại khí được sử dụng trong thử quy trình hàn.
Việc chấp nhận được giới hạn cho hệ thống dây hàn được sử dụng trong thử quy trình hàn (ví dụ: hệ thống một dây hoặc nhiều dây).
8.5.4. Quy trình hàn 1.4.1 (hàn điện cực vonfram trong môi trường khí trơ; hàn TIG; hàn điện cực vonfram trong môi trường khí)
Việc chấp nhận được giới hạn cho khí bảo vệ ở trên mặt và/hoặc chân mối hàn được sử dụng trong thử quy trình hàn.
9. Hồ sơ chấp nhận quy trình hàn (WPAR)
Hồ sơ chấp nhận quy trình hàn (WPAR) là bản trình bày các kết quả đánh giá mỗi mẫu thử bao gồm cả các thử nghiệm lại, xem phụ lục A. Hồ sơ này gồm cả nội dung có liên quan đến thử mối hàn đã liệt kê trong đặc tính kỹ thuật của quy trình hàn (WPS) trong phụ lục B cùng với các kết quả thử nào đó bị bác bỏ theo yêu cầu của điều 7. Nếu không có các kết quả thử không được chấp nhận thì hồ sơ chấp nhận quy trình hàn thể hiện qua các kết quả quy trình hàn phải được chấp nhận và người kiểm tra hoặc cơ quan kiểm tra ký xác nhận và ghi ngày ký.
CHẤP NHẬN QUY TRÌNH HÀN - QUY ĐỊNH MẪU HỒ SƠ CHẤP NHẬN QUY TRÌNH HÀN (WPAR) - CHỨNG THƯ THỬ
Quy trình của nhà sản xuất Người kiểm tra hoặc cơ quan kiểm tra
Số giấy chứng nhận: Số giấy chứng nhận:
Nhà sản xuất:
Địa chỉ:
Mã số/tiêu chuẩn thử:
Ngày tháng hàn:
Mở rộng phạm vi chấp nhận:
Quy trình hàn:
Kiểu mối hàn:
Kim loại nền (s): Các điều kiện nếu ram:
Chiều dày kim loại (mm):
Đường kính ngoài (mm):
Loại kim loại hàn:
Khí/thuốc hàn bảo vệ:
Loại dòng điện hàn:
Vị trí hàn:
Sự nung sơ bộ:
Xử lý nhiệt sau và/hoặc sự hóa già:
Thông tin khác:
Chứng nhận rằng các mối hàn thử đã được chuẩn bị hàn và thử nghiệm đáp ứng các yêu cầu của mã số/tiêu chuẩn thử nêu trên.
| Địa điểm thử Ngày có phát hành | Nhà sản xuất Tên, ngày tháng và chữ ký | Người kiểm tra hoặc cơ quan kiểm tra Tên, ngày tháng và chữ ký. |
Vị trí:
Quy trình hàn của nhà sản xuất Người kiểm tra hoặc cơ quan kiểm tra
Số giấy chứng nhận: Phương pháp chuẩn bị và làm sạch:
Số WPAR: Đặc tính kim loại nền:
Nhà sản xuất:
Tên thợ hàn:
Quy trình hàn: Chiều dày vật liệu (mm):
Kiểu mối hàn: Đường kính ngoài (mm):
Các chi tiết về chuẩn bị mối hàn: Vị trí hàn:
(bản phác thảo )4)
| Thiết kế mối hàn | Các trình tự hàn |
|
|
|
Các nội dung hàn
| Bước đường hàn | Quá trình | Kích cỡ kim loại hàn | Dòng điện hàn A | Điện áp hàn V | Loại dòng điện/tính phân cực | Tốc độ cấp dây | Tốc độ dịch chuyển | Nhiệt cấp4) |
|
|
|
|
|
|
|
|
|
|
Phân loại kim loại hàn và tên thương mại: Các thông tin khác4)
ví dụ: Hàn có di chuyển ngang (chiều rộng bước lớn nhất của đường hàn)
Sự sấy khô hoặc sự làm khô riêng:
Khí/thuốc hàn bảo vệ:
tấm lót: Dao động: biên độ, tần số, thời gian dừng:
Lưu lượng khí – có bảo vệ:
tấm lót: Các chi tiết về hàn xung:
Loại/cỡ điện cực vonfram: Khoảng cách giữa mỏ hàn và vật hàn:
Nội dung chi tiết về khoét chân
mối hàn hoặc tấm lót. Góc mỏ hàn:
Nhiệt độ nung sơ bộ:
Nhiệt độ giữa các lớp hàn:
Xử lý nhiệt sau hàn và/hoặc sự hóa già
Thời gian, nhiệt độ, phương pháp:
Tốc độ nung nóng và làm nguội4):
Nhà sản xuất
Người kiểm tra hoặc cơ quan kiểm tra
Tên, ngày tháng và ký tên Tên, ngày tháng và ký tên
Kết quả thử
Quy trình hàn của nhà sản xuất Người kiểm tra hoặc cơ quan kiểm tra:
Số giấy chứng nhận: Số giấy chứng nhận:
Kiểm tra bằng mắt: Phương pháp chụp ảnh tia bức xạ4):
Thử bằng (bột) thấm từ4): Kiểm tra bằng siêu âm:
Thử kéo Nhiệt độ
| Loại/số | sch MPaa | Rm MPaa | Ak % | Z % | Vị trí vết nứt | Ghi chú |
| Yêu cầu |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| a 1MPa = 1 N/mm2 | ||||||
Thử uốn
| Loại/số | Góc uốn | Độ giãn dài4) % | Kết quả | Kiểm tra bằng mắt: Kiểm tra tế vi4): |
|
|
|
|
|
Thử va đập4): Loại: Cỡ: Các yêu cầu:
| Vị trí vết khía hình V Phương | Nhiệt độ | Các giá trị 1 2 3 | Trung bình | Ghi chú |
|
|
|
|
|
|
Thử độ cứng4)
Loại/tải: Vị trí các phép đo (bản phác thảo)4)
Kim loại nền:
Vùng ảnh hưởng nhiệt (H.A.Z):
Kim loại hàn:
Các phép thử khác:
Ghi chú:
Các phép thử được thực hiện theo
các yêu cầu của: Người kiểm tra hoặc cơ quan kiểm tra
Thông báo số giấy chứng nhận của phòng thí nghiệm:
Các kết quả thử được chấp nhận/không được chấp
nhận (bỏ đi các nội dung cho thích hợp) Tên ngày và ký tên
NHÓM B (ISO 13521)
| CỘNG HÒA XÃ HỘI | 16 TCN 988: 2006 | |
| BỘ CÔNG NGHIỆP | Austenitic manganese steel castings | KHUYẾN KHÍCH |
Tiêu chuẩn này quy định những loại thép đúc mangan austenit chịu mài mòn. Các loại thép có trong tiêu chuẩn này sẽ có thời gian làm việc lâu nhất khi bề mặt vật đúc chịu va đập.
TCVN 198 - 85: Kim loại - Phương pháp thử uốn.
TCVN 256 - 2001: (ISO 6506: 1999). Vật liệu kim loại - Thử độ cứng Brinell.
ISO 7438: 1985, Metallic materials - Bend test. (Vật liệu kim loại - Thử uốn)
ISO 4990: 1996, Steel castings – General technical delivery conditions. (Thép đúc – Điều kiện kỹ thuật chung khi cung cấp).
3. Điều kiện chung khi cung cấp
Những vật liệu được cung cấp theo tiêu chuẩn này phải tuân theo các yêu cầu của ISO 4990, kể cả các yêu cầu bổ sung được thỏa thuận khi đặt hàng.
Mác thép 90Mn14Mo có thể được cung cấp không qua nhiệt luyện nếu chiều dầy vật đúc nhỏ hơn 45 mm và hàm lượng các bon ít hơn 0,8%.
Khi chiều dầy lớn hơn hoặc bằng 45 mm và hàm lượng các bon lớn hơn hoặc bằng 0,8% thì mác thép 90Mn14Mo và tất cả các loại khác phải ủ hòa tan ở nhiệt độ không thấp hơn 1 0400C và tôi trong nước.
Thép phải có thành phần hóa học tuân theo các yêu cầu được quy định trong bảng 1.
Bảng 1 - Thành phần hóa học
| Mác thép | Thành phần hóa học. % (theo khối lượng) | |||||||
| C | Si | Mn | P | S | Cr | Mo | Ni | |
| 120Mn7Mo1 | 1,05 1,35 | 0,3 0,9 | 6 8 | 0,060 | 0,045 |
| 0,9 1,2 |
|
| 110Mn13Mo1 | 0,75 1,35 | 0,3 0,9 | 11 14 | 0,060 | 0,045 |
| 0,9 1,2 |
|
| 100Mn13a | 0,90 1,05 | 0,3 0,9 | 11 14 | 0,060 | 0,045 |
|
|
|
| 120Mn13a | 1,05 1,35 | 0,3 0,9 | 11 14 | 0,060 | 0,045 |
|
|
|
| 120Mn13Cr2 | 1,05 1,35 | 0,3 0,9 | 11 14 | 0,060 | 0,045 | 1,5 2,5 |
|
|
| 120Mn13Ni3 | 1,05 1,35 | 0,3 0,9 | 11 14 | 0,060 | 0,045 |
|
| 3 4 |
| 120Mn17a | 1,05 1,35 | 0,3 0,9 | 16 19 | 0,060 | 0,045 |
|
|
|
| 90Mn14Mo | 0,70 1,00 | 0,3 0,6 | 13 15 | 0,070 | 0,045 |
| 1,0 1,8 |
|
| 120Mn17Cr2 | 1,05 1,35 | 0,3 0,9 | 16 19 | 0,060 | 0,045 | 1,5 2,5 |
|
|
| a Các loại thép này đôi khi được sử dụng với mục đích phi từ. | ||||||||
6. Thử uốn và/hoặc thử độ cứng
6.1. Quy định chung
Thử cơ tính ở nhiệt độ phòng được thực hiện khi có thỏa thuận giữa nhà sản xuất và khách hàng.
6.2. Thử uốn
Thử uốn phải được thực hiện theo TCVN 198-85 (ISO 7438). Loại và vị trí của các mẫu thử uốn phải được thỏa thuận giữa nhà sản xuất và khách hàng. Ở nhiệt độ phòng (180 đến 280C) mẫu thử phải chịu được độ uốn cong quá 1500 không bị gẫy thành hai hay nhiều mẩu. Các vết rạn nứt bề mặt sinh ra khi uốn không bị coi là hư hỏng nếu mẫu thử chưa bị gẫy.
6.3. Thử độ cứng
Thử độ cứng phải được thực hiện theo TCVN 256: 2001 (ISO 6506). Độ cứng lớn nhất phải bằng 300 HBS, trừ khi có thỏa thuận khác giữa nhà sản xuất và khách hàng. Khi cần gia công cơ các vật đúc nếu cần được khống chế độ cứng. Trong trường hợp này thử độ cứng phải được thực hiện sau nhiệt luyện và trước khi gia công cơ.
Kiểm tra tổ chức tế vi được thực hiện khi có thỏa thuận giữa nhà sản xuất và khách hàng. Tổ chức tế vi tiêu chuẩn có thể thỏa thuận giữa nhà sản xuất và khách hàng.
Danh sách các yêu cầu bổ sung đã được tiêu chuẩn hóa giúp khách hàng lựa chọn được đề cập trong ISO 4990: 1996. Các yêu cầu này thường được xem là phù hợp cho sử dụng với các đặc điểm được cho dưới đây. Các chi tiết của các yêu cầu bổ xung được nêu trong ISO 4990: 1996. Các yêu cầu khác có hay không có trong ISO 4990 cũng có thể được sử dụng với đặc điểm này theo thỏa thuận của nhà sản xuất và khách hàng.
- 9.1.2 Báo cáo quy trình sản xuất thép
- 9.1.3 Quy trình sản xuất được thỏa thuận
- 9.1.4 Phân chia mẻ đúc
- 9.8.1 Thỏa thuận trước về sửa chữa các mối hàn chính
- 9.8.2 Sơ đồ hàn (Sketches)
- 9.9.1 Kiểm tra thẩm thấu bằng chất lỏng
- 9.9.3 Kiểm tra bằng tia bức xạ.
NHÓM B (ISO 11971)
| CỘNG HOÀ XÃ HỘI | 16 TCN 989:2006 | |
| BỘ CÔNG NGHIỆP | Visual examination of surface quality of steel castings | KHUYẾN KHÍCH |
1.1. Tiêu chuẩn này bao gồm những tiêu chí được chấp nhận để kiểm tra bề mặt thép đúc bằng mắt thường.
1.2. Các mức được chấp nhận sử dụng chỉ số so sánh của Cục tiêu chuẩn Công nghiệp đúc (BNIF)1) và tham khảo chỉ số so sánh của Hiệp hội Thương mại và nghiên cứu thép đúc (SCRATA)2) để xác định độ nhám và không liên tục bề mặt quan sát được bằng mắt thường được quy định như sau:
- Độ nhám bề mặt
- Làm sạch bằng nhiệt
- Làm sạch bằng cơ
- Tạp chất phi kim loại
- Rỗ khí
- Sự nóng chảy không đồng đều
- Sự giãn nở không đồng đều
- Cốt đúc kim loại.
1.3. Mô tả các thuật ngữ về độ không liên tục của vật đúc nêu trong phụ lục A.
Đơn đặt hàng phải quy định rõ những thông tin sau đây:
- Phạm vi bề mặt vật đúc phải kiểm tra;
- Số lượng vật đúc phải kiểm tra;
- Mức chấp nhận - nhiều mức chấp nhận có thể được quy định để phân biệt bề mặt các vật đúc trong cùng một mẻ;
- Nếu không chấp nhận với bất cứ loại không liên tục nào.
Bảng 1 liệt kê những chỉ số so sánh độ nhám bề mặt của BNIF và SCRATA và đưa ra chỉ số so sánh tương đương về độ nhám bề mặt, làm sạch bằng cơ và làm sạch bằng nhiệt giữa BNIF và SCRATA.
Bảng 2 liệt kê những chỉ số so sánh độ không liên tục bề mặt của SCRATA.
Khách hàng có thể quy định các mức độ chấp nhận đối với độ nhám bề mặt và tính không liên tục bề mặt. Khách hàng có thể sử dụng bảng 3 và 4 khi cần hướng dẫn.
Độ không liên tục bề mặt không đề cập trong tiêu chuẩn này sẽ do nhà sản xuất và khách hàng thỏa thuận.
Bảng 1: Chỉ số so sánh về độ nhám và làm sạch bề mặt
của BNIF và SCRATA
| Độ nhám | Làm sạch bằng cơ | Làm sạch bằng nhiệt | |||
| BNIF | SCRATA | BNIF | SCRATA | BNIF | SCRATA |
| Nhẵn nhất 3/0S1
1/0S1 1 S1 2 S1 3 S1 4 S1 5 S1 6 S1 7 S1 Nhám nhất 8 S1 | - - - A1 A2 A3 - - A4 - A5 | 1/0S2 1S2 5S2 | - - H1 H3 H4 H5 | - 1S3 2S3 3S3 | G1 G2 G3 G5 |
Bảng 2 - Chỉ số so sánh về độ không liên tục bề mặt
không liên tục của SCRATA
|
| Giảm |
| Tăng | |
| Tạp chất Rỗ khí Nóng chảy cục bộ Giãn nở không đồng đều Cốt đúc Mối hàn | B1 C2 D1 E3 F1 J1 | B2 C1 D2 E5 F3 J2 | B3 C3 D3
J3 | B4 C4 D5
J5 |
Bảng 3 - Các tiêu chuẩn chấp nhận về độ nhám
| Phân loại | Bề mặt so sánh | |
| Danh nghĩa | Không xấu hơn | |
| Độ 1 Độ 2 Độ 3 Độ 4 Độ 5 Độ 6 |
1/0S1 1) 2 S1 1) hoặc A2 2) 4 S1 1), 5 S11) 7 S11) | 3/0S1 1) 2/0S1 1) 1 S1 1) hoặc A1 2) 3S1 1) hoặc A3 2) 6S1 1) hoặc A4 2) 8S1 1) hoặc A5 2) |
| 1) BNIF 2) SCRATA | ||
Bảng 4 - Các tiêu chuẩn chấp nhận về độ không liên tục bề mặt
| Độ không liên tục bề mặt | Bề mặt so sánh - Phân cấp | |||||
| 00 | 0 | 1 | 2 | 3 | 4 | |
| Tạp chất Rỗ khí Nóng chảy cục bộ Giãn nở không đồng đều Cốt đúc | - - - - - | - - - - - | B1 1) C2 1) - - - | B2 1) C1 1) D1 1) - - | B4 1) C3 1) D2 1) E3 1) F1 1) | B5 1) C4 1) D5 1) E5 1) F3 1) |
| Vết làm sạch bề mặt kim loại Bằng nhiệt
Bằng cơ |
-
-
1/0S22) |
-
-
1S22) |
G11) hoặc 1 S32) H11) hoặc 5 S22) |
G21) hoặc 2 S32) H3 1)
- |
G31) hoặc 3 S32) H4 1)
- |
G51)
H5 1)
- |
| Hàn | - | - | J1 1) | J2 1) | J3 1) | J5 1) |
| Chú ý - Cấp 0 và cấp 00 có giá trị đối với các phương pháp đúc đặc biệt. | ||||||
| 1) SCRATA
2) BNIF. | ||||||
CÁC THUẬT NGỮ QUY ĐỊNH TRONG TIÊU CHUẨN NÀY
Độ nhám bề mặt - độ nhám bề mặt của vật đúc được tạo ra do độ nhám bề mặt khuôn đúc. Độ nhám bề mặt cũng là kết quả của việc cắt các rãnh dẫn, các đậu ngót..., bằng các phương pháp nhiệt hoặc cơ khí.
Sự giãn nở không đồng đều - hiệu ứng bề mặt gây ra do tác động nhiệt của kim loại nóng chảy khi điền đầy khuôn.
Vật làm nguội ngoài - các khối kim loại hoặc graphit là những thành phần được cấy vào khuôn làm tăng tốc độ nguội trong quá trình đông đặc. Vật làm nguội ngoài có thể tạo ra những vết lõm hoặc lồi trên bề mặt vật đúc.
Sự nóng chảy không đồng đều - thường liên quan đến nhiệt độ rót và sự đông đặc ban đầu.
Độ rỗ khí - do quá trình sinh khí, hoặc từ kim loại đông đặc hoặc từ khuôn đúc.
Cốt đúc - con mã hoặc vật làm nguội bên trong được dùng để giữ các kích thước và tăng cường sự đông đặc có hướng.
Vết làm sạch bề mặt kim loại - cắt bằng mỏ hàn và cắt bằng hồ quang cacbon tạo ra các rãnh song song trên bề mặt bị cắt đứt. Những vết nhỏ hơn được tạo ra bằng đĩa cắt và mài.
Tạp chất phi kim - các tạp chất trên bề mặt vật đúc như là: oxyt gốm, xỉ hoặc cát.
Hàn - là một phần của quá trình sản xuất thép đúc.
NHÓM B ISO(11973)
| CỘNG HOÀ XÃ HỘI | 16 TCN 990: 2006 | |
| BỘ CÔNG NGHIỆP | Heat-resistant cast steels and alloys for general applications | KHUYẾN KHÍCH |
Tiêu chuẩn này quy định thành phần hóa học và cơ tính của thép và hợp kim đúc chịu nhiệt.
ISO 4990: 1996, Steel castings – General technical delivery conditions. (Thép đúc – Điều kiện kỹ thuật chung khi cung cấp).
3. Điều kiện chung khi cung cấp
Những vật liệu được cung cấp phù hợp với tiêu chuẩn này phải tuân theo các yêu cầu áp dụng của ISO 4990, kể cả các yêu cầu bổ sung khi đặt hàng.
Các mác thép 40Cr13Si, 40Cr17Si, 30Cr7Si, 40Cr24Si, 40Cr28Si và 130Cr29Si có thể ủ ở nhiệt độ từ 8000C đến 8500C. Nếu có yêu cầu thì mác thép 30Cr7Si cũng có thể được cung cấp ở trạng thái đúc. Các loại khác được sản xuất theo tiêu chuẩn này không yêu cầu phải nhiệt luyện. Nếu có yêu cầu nhiệt luyện, thì theo thỏa thuận giữa nhà sản xuất và khách hàng khi đặt hàng.
5. Yêu cầu về thành phần hóa học
Thành phần hóa học của thép và hợp kim phải tuân theo yêu cầu được quy định trong bảng 1.
Thử cơ tính ở nhiệt độ phòng được thực hiện khi có thỏa thuận giữa nhà sản xuất và khách hàng, khi đó vật liệu phải tuân theo các yêu cầu nêu trong bảng 2.
Nhiệt độ sử dụng cao nhất được nêu trong bảng 2. Các giá trị này chỉ để so sánh giữa các loại thép. Khi lựa chọn vật liệu phải xem xét các điều kiện làm việc thực tế kể cả thành phần môi trường và tải trọng cơ học.
Danh sách các yêu cầu bổ sung đã được tiêu chuẩn hóa giúp khách hàng lựa chọn được đề cập trong ISO 4990. Những yêu cầu này thường thích hợp cho việc sử dụng với các đặc điểm dưới đây. Chi tiết của yêu cầu này được liệt kê trong ISO 4990. Những yêu cầu khác có thể có hoặc không có trong ISO 4990 có thể được sử dụng với quy định này theo thỏa thuận giữa nhà sản xuất và khách hàng.
- 9.1.2 Báo cáo quy trình sản xuất thép
- 9.1.3 Quy trình sản xuất được thỏa thuận
- 9.3 Phân tích hóa học đối với các nguyên tố còn lại
- 9.8.1 Thỏa thuận trước về sửa chữa các mối hàn chính
- 9.8.2 Sơ đồ hàn (Sketches)
- 9.9.1 Kiểm tra thẩm thấu bằng chất lỏng
- 9.9.3 Kiểm tra bằng tia bức xạ
- 9.9.4 Kiểm tra bằng siêu âm (không áp dụng đối với thép đúc austenit)
Bảng 1 - Thành phần hóa học, % (theo khối lượng)
| Mác thép | C | Si | Mn | P max | S max | Cr | Mo | Ni | Các nguyên tố khác |
| 30Cr7Si | 0,20 0,35 | 1,0 2,5 | 0,5 1,0 | 0,04 | 0,04 | 6 8 | 0,5 | 0,5 |
|
| 40Cr13Si | 0,3 0,5 | 1,0 2,5 | 0,5 1,0 | 0,04 | 0,03 | 12 14 | 0,5 | 1 |
|
| 40Cr17Si | 0,3 0,5 | 1,0 2,5 | 0,5 1,0 | 0,04 | 0,03 | 16 19 | 0,5 | 1 |
|
| 40Cr24Si | 0,3 0,5 | 1,0 2,5 | 0,5 1,0 | 0,04 | 0,03 | 23 26 | 0,5 | 1 |
|
| 40Cr28Si | 0,3 0,5 | 1,0 2,5 | 0,5 1,0 | 0,04 | 0,03 | 27 30 | 0,5 | 1 |
|
| 130Cr29Si | 1,2 1,4 | 1,0 2,5 | 0,5 1,0 | 0,04 | 0,03 | 27 30 | 0,5 | 1 |
|
| 25Cr18Ni9Si | 0,15 0,35 | 1,0 2,5 | 2 | 0,04 | 0,03 | 17 19 | 0,5 | 8 10 |
|
| 25Cr20Ni14Si | 0,15 0,35 | 1,0 2,5 | 2 | 0,04 | 0,03 | 19 21 | 0,5 | 13 15 |
|
| 40Cr22Ni10Si | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 21 23 | 0,5 | 9 11 |
|
| 40Cr24Ni24SiNb | 0,25 0,50 | 1,0 2,5 | 2 | 0,04 | 0,03 | 23 25 | 0,5 | 23 25 | Nb 1,2-1,8 |
| 40Cr25Ni12Si | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 24 27 | 0,5 | 11 14 |
|
| 40Cr25Ni20Si | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 24 27 | 0,5 | 19 22 |
|
| 40Cr27Ni4Si | 0,3 0,5 | 1,0 2,5 | 1,5 | 0,04 | 0,03 | 25 28 | 0,5 | 3 6 |
|
| 40Ni20Cr20Co20 | 0,35 0,60 | 1,0 | 2 | 0,04 | 0,03 | 19 22 | 2,5 3,0 | 18 22 | Co 18-22 W 2-3 |
| 10Ni31Cr20Nb | 0,05 0,12 | 1,2 | 1,2 | 0,04 | 0,03 | 19 23 | 0,5 | 30 34 | Nb 0,8-1,5 |
| 40Ni35Cr17Si | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 16 18 | 0,5 | 34 36 |
|
| 40Ni35Cr26Si | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 24 27 | 0,5 | 33 36 |
|
| 40Ni35Cr26SiNb | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 24 27 | 0,5 | 33 36 | Nb 0,8-1,8 |
| 40Ni38Cr19Si | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 18 21 | 0,5 | 36 |
|
| 40Ni38Cr19SiNb | 0,3 0,5 | 1,0 2,5 | 2 | 0,04 | 0,03 | 18 21 | 0,5 | 36 39 | Nb 1,2-1,8 |
| 45Ni48Cr28W5Si | 0,35 0,55 | 1,0 2,5 | 1,5 | 0,04 | 0,03 | 27 30 | 0,5 | 47 50 | W 4-6 |
| 10Ni50Cr50Nb | 0,1 | 0,5 | 0,5 | 0,02 | 0,02 | 47 52 | 0,5 | a | N 0,16 N+C 0,2 Nb 1,4-1,7 |
| 50Ni52Cr19 | 0,4 0,6 | 0,5 2,0 | 1,5 | 0,04 | 0,03 | 16 21 | 0,5 | 50 55 |
|
| 50Ni65Cr15 | 0,35 0,65 | 2 | 1,3 | 0,04 | 0,03 | 13 19 |
| 64 69 |
|
| 45Ni35Cr25Co15W5 | 0,44 0,48 | 1 2 | 2 | 0,04 | 0,03 | 24 26 |
| 33 37 | W 4-6 Co14-16 |
| 30Co50Cr28 | 0,5 | 1 | 1 | 0,04 | 0,03 | 25 30 | 0,5 | 1 | Co 48-52-0 Fe 20 max |
| Chú ý: giá trị đơn là giá trị lớn nhất | |||||||||
| a Còn lại | |||||||||
Bảng 2 - Cơ tính ở nhiệt độ phòng và nhiệt độ sử dụng cao nhất
| Mác thép | s0,2 MPaa min | sm MPaa min | Z % min | HB | Nhiệt độ sử dụng cao nhấtb, 0C |
| 30Cr7Si |
|
|
|
| 750 |
| 40Cr13Si |
|
|
| 300c | 850 |
| 40Cr17Si |
|
|
| 300c | 900 |
| 40Cr24Si |
|
|
| 300c | 1 050 |
| 40Cr28Si |
|
|
| 320c | 1 100 |
| 130Cr29Si |
|
|
| 400c | 1 100 |
| 25Cr18Ni9Si | 230 | 450 | 15 |
| 900 |
| 25Cr20Ni14Si | 230 | 450 | 10 |
| 900 |
| 40Cr22Ni10Si | 230 | 450 | 8 |
| 950 |
| 40Cr24Ni24SiNb | 220 | 400 | 4 |
| 1 050 |
| 40Cr25Ni12Si | 220 | 450 | 6 |
| 1 050 |
| 40Cr25Ni20Si | 220 | 450 | 6 |
| 1 100 |
| 40Cr27Ni4Si | 250 | 400 | 3 | 400d | 1 100 |
| 40Ni20Cr20Co20 | 320 | 400 | 6 |
| 1 150 |
| 10Ni31Cr20Nb | 170 | 440 | 20 |
| 1 000 |
| 40Ni35Cr17Si | 220 | 420 | 6 |
| 980 |
| 40Ni35Cr26Si | 220 | 440 | 6 |
| 1 050 |
| 40Ni35Cr26SiNb | 220 | 440 | 4 |
| 1 050 |
| 40Ni38Cr19Si | 220 | 420 | 6 |
| 1 050 |
| 40Ni38Cr19SiNb | 220 | 420 | 4 |
| 1 000 |
| 45Ni48Cr28W5Si | 220 | 400 | 3 |
| 1 200 |
| 10Ni50Cr50Nb | 230 | 540 | 8 |
| 1 050 |
| 50Ni52Cr19 | 220 | 440 | 5 |
| 1 100 |
| 50Ni65Cr15 | 200 | 400 | 3 |
| 1 100 |
| 45Ni35Cr25Co15W5 | 270 | 480 | 5 |
| 1 200 |
| 30Co50Cr28 | e | e | e | e | 1 200 |
| a 1MPa = 1 N/mm2 b Nhiệt độ sử dụng cao nhất phụ thuộc vào những điều kiện sử dụng thực tế và những giá trị này chỉ để người sử dụng tham khảo. Những giá trị này được thực hiện trong các môi trường ôxi hóa. Thành phần hợp kim thực tế cũng sẽ ảnh hưởng đến khả năng làm việc của chúng. c Giá trị lớn nhất của HB trong điều kiện ủ. Những vật đúc cũng có thể được cung cấp ở “trạng thái đúc”, khi đó không áp dụng các giới hạn độ cứng. d Giá trị lớn nhất HB. e Đặc tính như được thỏa thuận. | |||||
NHÓM B (ISO 9477)
| CỘNG HOÀ XÃ HỘI | 16 TCN 991:2006 | |
| BỘ CÔNG NGHIỆP | High strength cast steels for general engineering and structural purposes | KHUYẾN KHÍCH |
1.1. Tiêu chuẩn này quy định các yêu cầu đối với bốn loại thép đúc cacbon và hợp kim đã nhiệt luyện dùng cho chế tạo máy và kết cấu.
1.2. Tiêu chuẩn này không đề cập đến quy trình hàn hoặc các tính chất của kết cấu hàn trong các trường hợp vật đúc được chế tạo bằng cách hàn các bộ phận lại với nhau.
1.3. Tiêu chuẩn này giới thiệu bốn loại thép được sử dụng ở nhiệt độ thường. Tuy nhiên các tính chất ở nhiệt độ khác có thể được thỏa thuận thông qua việc sử dụng các quy định bổ sung trong 9.4.1 hoặc 9.4.4 của ISO 4990:1996.
ISO 4990: -1996 1), Steel castings – General technical delivery requirements. (Thép đúc – Các yêu cầu kỹ thuật chung khi cung cấp).
3. Các điều kiện chung khi cung cấp
Những vật liệu được cung cấp theo tiêu chuẩn này phải tuân theo các yêu cầu của ISO 4990, kể cả các yêu cầu bổ sung khi đặt hàng.
Phương pháp nhiệt luyện do nhà sản xuất quyết định, trừ khi có thỏa thuận riêng khi đặt hàng.
Hàm lượng lớn nhất của các nguyên tố silic, lưu huỳnh và phốt pho theo thứ tự là: 0,60%, 0,035% và 0,035%.
Thép đúc phải tuân theo các yêu cầu về cơ tính nêu trong bảng 1.
Phải xác định độ thắt tương đối hoặc độ dai va đập và tuân theo các yêu cầu được quy định cho từng loại thép trong bảng 1. Nhà sản xuất tự lựa chọn phương pháp thử, trừ khi có yêu cầu của người mua khi đặt hàng.
Các yêu cầu bổ sung sau đây chỉ áp dụng nếu được quy định khi đặt hàng và có thỏa thuận giữa nhà sản xuất và khách hàng.
Danh sách các yêu cầu bổ sung đã được tiêu chuẩn hóa cho sử dụng theo lựa chọn của khách hàng được đề cập trong điều 9 của ISO 4990: 1996. Các yêu cầu này thường được xem là phù hợp để áp dụng với tiêu chuẩn này được liệt kê dưới đây. Các chi tiết về các yêu cầu bổ sung được nêu trong ISO 4990. Các yêu cầu khác có hay không có trong ISO 4990, cũng có thể áp dụng với tiêu chuẩn này nếu được thỏa thuận giữa nhà sản xuất và khách hàng.
Các yêu cầu bổ sung từ ISO 4990:
9.1.1. Quy trình luyện thép
9.1.2. Báo cáo phương pháp sản xuất thép
9.1.3. Quy trình sản xuất được thỏa thuận
9.1.4. Phân chia mẻ đúc
9.1.5. Khối lượng của lô thử
9.1.6. Khối lượng và dung sai khối lượng
9.2.1. Giấy chứng nhận
9.2.2. Các báo cáo thử phải cung cấp những thuộc tính đặc trưng của các vật đúc
9.3. Phân tích hóa học đối với các nguyên tố còn lại
9.4.1. Ứng suất chảy 0,2% ở nhiệt độ cao
9.4.2. Thử độ cứng Brinell (riêng cho các sản phẩm nhất định)
9.4.3. Thử độ cứng Brinell
9.4.4. Thử va đập ở nhiệt độ thấp
9.5. Tính đồng nhất của lô thử
Tính đồng nhất của lô thử phải được thẩm tra bằng phép đo độ cứng, 5% vật đúc (hoặc ít nhất là 5 vật đúc) cho một lô thử.
9.6. Các phôi thử
9.7.1. Dạng nhiệt luyện
9.7.2. Các chi tiết về nhiệt luyện
9.7.3. Tôi và ram vật đúc
9.8.1. Sự thỏa thuận trước với các mối hàn sửa chữa
9.8.2. Sơ đồ hàn (Sketches)
9.9.1. Kiểm tra thẩm thấu bằng chất lỏng
9.9.2. Kiểm tra bằng hạt từ
9.9.3. Kiểm tra bằng tia bức xạ
9.9.4. Kiểm tra bằng siêu âm
9.9.5. Độ nhám bề mặt
9.1.6. Kiểm tra việc chuẩn bị hàn và các mối hàn sửa chữa.
9.10.2. Thử nghiệm từ
9.10.3. Thử kín bằng áp lực
Thành phần hóa học có thể được lựa chọn bằng sự thỏa thuận giữa nhà sản xuất và khách hàng.
Bảng 1 - Cơ tính của các mẫu thép đúc ở nhiệt độ thường
(chiều dày 28 mm)
| Loại thép | se min Mpa | sb
MPa | d min % | Lựa chọn theo | |
| Z1) min % | Ak 1) min J | ||||
| 410 - 620 540 - 720 620 - 820 840 - 1 030 | 410 540 620 840 | 620 - 770 720 - 870 820 - 970 1 030 - 1 180 | 16 14 11 7 | 40 35 30 22 | 20 20 18 15 |
| se: Nếu đo được ứng suất chảy trên, nếu không là giới hạn chảy quy ước 0,2% sb: Độ bền kéo d: Độ giãn dài tương đối Z: Độ thắt tiết diện ngang Ak: Độ bền va đập 1 MPa = 1 N/mm2 Chú ý: 1. Cơ tính yêu cầu đạt được cho mẫu thép đúc thử nghiệm tiêu chuẩn dầy 28 mm hoặc đúc tách rời hoặc đúc gắn với vật đúc mà chúng đại diện. Các giá trị thử được đưa ra đại diện cho chất lượng của thép để đúc các vật đúc. Chúng không nhất thiết là các tính chất đại diện cho bản thân các vật đúc, vì chúng có thể bị ảnh hưởng bởi các điều kiện đông đặc và tốc độ làm nguội khi nhiệt luyện mà các yếu tố này lại phụ thuộc vào chiều dày, kích thước và hình dạng vật đúc. Nếu chiều dầy của vật dúc lớn hơn 28 mm, thì phải xem xét sự áp dụng yêu cầu bổ sung trong 9.6 của ISO 4990: 1986. 2. Nhiệt độ thường là 230C ± 50C. | |||||
| 1) Xem điều 6. | |||||
1) BNIF reference comparators may be purchased from:
Éditions Techniques des Industries de la Fonderie, 44, avenue de la Division Leclerc, 92310 Sèvres Cedex, BP 78, France or from
Steel Founders' Society of America, 455 State street, Des Plaines, IL 60016, USA.
2) SCRATA reference comparators may be purchased from:
Castings Development Centre, 7 East Bank Road, Sheffield, S2 3PT, United Kingdom,or from Steel Founders' Society of America, 455 State street, Des Plaines, IL 60016, USA.
- 1Quyết định 30/2006/QĐ-BBCVT ban hành tiêu chuẩn ngành về Thiết bị trạm mặt đất Inmarsat và Dịch vụ điện thoại VoIP do Bộ trưởng Bộ Bưu chính Viễn thông ban hành
- 2Pháp lệnh Chất lượng hàng hóa năm 1999
- 3Nghị định 55/2003/NĐ-CP quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Công nghiệp
Quyết định 24/2006/QĐ-BCN ban hành Tiêu chuẩn ngành từ 16 TCN 986: 2006 đến 16 TCN 991: 2006 do Bộ trưởng Bộ Công nghiệp ban hành
- Số hiệu: 24/2006/QĐ-BCN
- Loại văn bản: Quyết định
- Ngày ban hành: 14/07/2006
- Nơi ban hành: Bộ Công nghiệp
- Người ký: Đỗ Hữu Hào
- Ngày công báo: Đang cập nhật
- Số công báo: Từ số 45 đến số 46
- Ngày hiệu lực: 08/11/2006
- Tình trạng hiệu lực: Kiểm tra